


Wer hätte das gedacht: Messtaster verschleißen. Trotz des sehr zarten Touch der Koordinaten-Messgeräte bekommen die Rubinkugeln Abplattungen beim Scannen ebener Flächen beziehungsweise Abrieb oder Materialaufbau beim Scannen von Innen- und Außenrundungen – und die Genauigkeit ist weg. Die einzige Lösung heißt Wegwerfen. Darum setzt CeramTec Messtaster mit Diamantkugel ein, die nach einem Jahr Standzeit noch keinerlei Verschleißerscheinungen zeigen.
Norbert Schmidt
„Wir setzen auf allen bei uns eingesetzten Koordinaten-Messgeräten – und das sind 14 Stück – Messtaster mit Diamantkugel ein“, tritt Dipl.-Ing (BA) Uwe Kemmer, Produkt-Manager der Sparte Medizintechnik bei der CeramTec AG, dem Eindruck entgegen, er würde ausschließlich Diamant-Messtaster einsetzen, „aber nur dort, wo es sinnvoll ist.“ Das heißt, es muss differenziert werden. „Bei Messungen auf polierten Flächen“, assistiert Dr.-Ing. Frank Richter, Geschäftsführer der Carl Zeiss 3D Automation GmbH und Lieferant der Messtaster, „sind auch Messtaster mit Rubinkugel nahezu verschleißfrei und bieten sehr lange Einsatzzeiten.“
Und genau das machen Uwe Kemmer’s Mitarbeiter: Die Messung der polierten Flächen von Kugelkopf und Pfanneneinsätze der künstlichen Hüftgelenkteile aus Keramik erfolgt genau mit einem Messtaster mit Rubinkugel. Aber der Gelenk-Kugelkopf hat nach Presse und Sinterung unbearbeitete Oberflächen – eine Abplattung und eine Innenbohrung für die Aufnahme des Titianelements, das im Oberschenkel verankert wird. Und der Pfanneneinsatz ist nur innen poliert, seine Grundfläche und die Außenform sind es nicht, sie stellen aber die Basiswerte – die Null-Linie gewissermaßen – der Keramikteile. Darum sind sie wichtig und müssen auch gemessen werden. Aber diese Flächen sind rau, auch wenn das nur über den Glanzgrad mit dem Auge erfasst werden kann. „Diese Flächen sind so rau“, erklärt Uwe Kemmer sein Messproblem, „dass wir die eingesetzten Rubintaster ein bis zweimal in der Woche austauschen mussten.“
Austauschen heißt wegwerfen
Austauschen heißt hier: wegwerfen. Die Rubinkugeln der Messtaster wiesen einen so großen Abrieb auf, dass mit ihnen keine dokumentierfähige Messung mehr durchgeführt werden konnte. Aber die Keramik-Gelenkteile müssen zu 100 Prozent gemessen werden, die Messwerte müssen jedem einzelnen Teil über die Serial-Nummer auch nach Jahren noch zugeordnet werden können. Was tun? „Wir mussten die Tasterkugeln in kurzen Zeitintervallen auf Beschädigungen prüfen und konnten sie dann nur auswechseln“, so Uwe Kemmer. Dass sich hier ein Maschinenteil vom Invest- zum Verschleißteil wandelte, wollte ihm nicht in den Kopf. So mussten im Jahr rund 70 Taster pro Koordinaten-Messgerät gekauft und gewechselt werden. Ein Taster kostet 30 €, das macht 2 100 € pro Jahr – mal 14, denn so viele Messmaschinen sind in Kemmers Verantwortungsbereich im Einsatz.
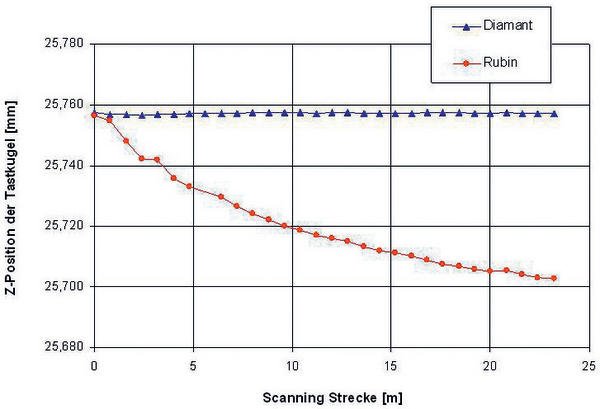
„Mit dieser Problematik wurden wir auch von anderen Kunden konfrontiert“, erläutert Dr.-Ing. Frank Richter die Motivation, unempfindlichere Taster zu entwickeln, „die Rubin-Kugeln verschlissen bei harten Werkstoffen, oder sie bauten eine Schicht weichen Materials auf und änderten ihre Durchmesser.“ In allen Fällen waren sie nicht mehr brauchbar und mussten weggeworfen werden, weil sich die Aufbau-Schichten nicht mehr entfernen ließen. Die Entwickler der Carl Zeiss 3D Automation fanden bei den Analysen schnell heraus, dass die Oberflächen-Struktur der Messobjekte entscheidend ist. „Bei harten Werkstoffen beobachteten wir nach Messungen in der Ebene Beschädigungen der Rubin-Kugel, die zu einer Abplattung führte“, erinnert sich Dr. Richter an die Ursachenforschung, „und bei weichen Werkstoffen hat die Rubin-Kugel eine Aufbauschicht bekommen.“ Dabei konnte festgestellt werden, dass nie der Druck des KMG ursächlich für die Schäden war, denn Punktmessungen zeigten diese Ergebnisse nicht. Das Problem konnte auf das Scannen fixiert werden, wenn der Mess-Taster gleitend über eine Fläche geführt wurde, die Ebene eines Getriebegehäuses oder Innen- oder Außenrundungen von Bauteilen.
Zu hohe Kosten bei zu wenig Leistung
Für viele Anwender – genauso für Uwe Kemmer – konnte die Punktemessung nicht die Lösung sein, „weil wir keine ausreichenden Informationen über die ganze Fläche hatten“, wie er erklärt. Und bei einer größeren Punktedichte hätte die Messung unbezahlbar lange gedauert. Die Entwickler mussten also eine Messkugel finden, die so hart ist, dass sie bei harten und rauen Materialien nicht verschleißt und bei der kein Material weicher Werkstoffe anhaftet. „Zuerst haben wir Versuche mit Siliziumnitrit gemacht“, beschreibt Dr. Richter den Weg zum Ziel, „aber bei 30 Prozent höherer Kosten haben wir nur 10 bis 15 Prozent mehr Leistung erzielt.“
Erst als DeBeers als Lieferant von Industrie-Diamanten in der Lage war, auch Kugeln herzustellen, zeigte sich Licht am Ende des Tunnels. Auch wenn der Mittelpunkt der Kugel der eigentliche Messpunkt ist, muss doch die Formabweichung von der „100-Prozent-Kugel“ sehr klein sein. Und diesem Idealmaß möglichst nahe zu kommen, war das Problem für DeBeers. Aber dann konnte der Industrie-Diamant-Hersteller den Erfolg verkünden, und bei Carl Zeiss brachten alle Versuche hervorragende Ergebnisse. Und als Uwe Kemmer den Diamanttaster auf dem Messestand von Carl Zeiss auf der Control 2007 sah, hat er ihn sofort bestellt, weil er überzeugt war, dass das Team um Dr. Richter hier die richtige Lösung gefunden hatte.
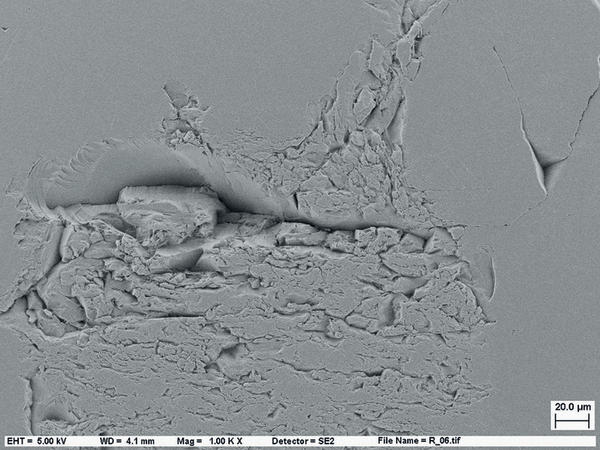
Diese Einschätzung hat sich nach einem Jahr Einsatz der Diamant-Taster, die heute als „Diamond!Scan“ im Markt und ab web-shop verfügbar sind, voll bestätigt. „Wir setzen die Diamanttaster an allen unseren 14 Koordinaten-Messgeräten ein“, zieht Uwe Kemmer eine Zwischenbilanz, „und haben in dieser Zeit noch keinen einzigen auswechseln müssen.“ Das heißt für CeramTec, es werden nicht mehr 70 Messtaster pro Jahr und KMG gebraucht, sondern nur noch ein einziger. Dabei kann ein abschließender Vergleich gar nicht gezogen werden, denn das Ende der Standzeit eines Diamanttasters ist noch nicht bekannt. Vielleicht hält er ja noch ein Jahr durch? „Untersuchungen am Raster-Elektronen-Mikroskop haben als Ergebnis nahezu Null-Verschleiß erbracht“, freut sich Dr.-Ing. Frank Richter über das gute Ergebnis.
Für Uwe Kemmer und CeramTec hat sich die Investition der Diamant-Taster schon lange gerechnet, auch wenn dieser 3 000 Prozent teurer ist als der Rubin-Taster. Allein beim Investitions-Vergleich hat der 1 000 € teure Diamant-Taster schon gewonnen, denn diesem Wert stehen 2 100 € (70 Rubintaster à 30 €) gegenüber. Das ergibt eine Amortisation von weniger als 6 Monaten. „Und dabei haben wir weder den Prüfaufwand noch das Auswechseln der Rubintaster und den damit verbundenen Stillstand der KMGs mitgerechnet“, macht Uwe Kemmer auf einen Fehler in dieser Wirtschaftlichkeits-Rechnung aufmerksam, „die zusammen etwa 60 € ausmachen.“ Dann würden weitere 4 200 € in die Rechnung einfließen und die Amortisation des Diamanttasters auf unter 2 Monate drücken.
Damit ist der Taster für Uwe Kemmer wieder zum Investitionsteil der Maschine geworden. „Aber unser Diamanttaster kann dem Rubintaster nur in extremen Mess-Situationen Konkurrenz bieten“, umreißt Dr. Richter das Einsatzspektrum, „wo hoher Verschleiß oder Materialaufbau die Messergebnisse verfälschen.“ Und er hegt die Vermutung, dass es viele Anwender von Rubintastern im Ländle und im Land gibt, die am liebsten Scannen würden, sich aber wegen der rauen Oberflächen nicht trauen und sich deshalb mit der Punktemessung begnügen. In vielen Einsatzgebieten erwartet der Carl-Zeiss-Mann einen großen Bedarf und prognostiziert seinem „Diamond!Scan“ eine rosige Zukunft.
Carl Zeiss Industrielle Messtechnik,
Oberkochen
QE 511
Teilen:







{kind=link}