
Kollisionsfreies Messen mit Multisensorik ist jetzt auch fertigungsnah möglich: Die Scopecheck Gerätereihe von Werth erlaubt optimales Messen mit jedem Sensor durch das 2-Pinolen-Konzept und die Multisensor-Schnittstelle.
Zwei Koordinatenmessgeräte in einem
Dem Anwender stehen praktisch zwei Koordinatenmessgeräte in einem zur Verfügung: eines mit Bildverarbeitung und ein weiteres mit Taster. Zusätzlich bietet sich die Kombination aus optischer und taktiler Messung.
Die Scopecheck Gerätereihe wurde auf Basis der bewährten Grundtechnologie neu entwickelt. Ein wesentlicher Vorteil des Scopecheck FB DZ im Vergleich zum Vorgängermodell liegt im für Multisensor-Messungen zur Verfügung stehenden „kombinierten“ Messbereich von mindestens 400 mm x 500 mm x 350 mm. Selbstverständlich sind wie bisher auch Geräte mit größeren Messbereichen verfügbar.
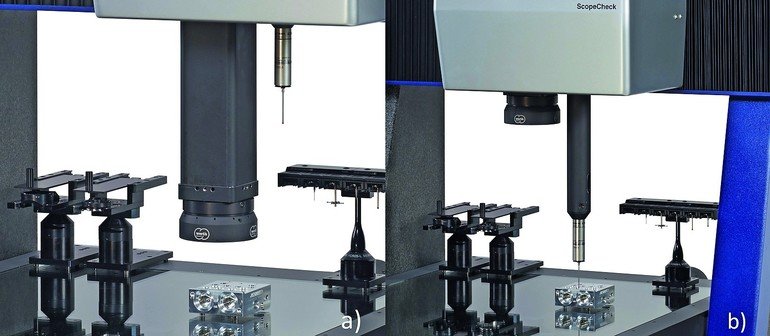
Außerdem wurde das Gerät mit schlankeren Sensorpinolen ausgestattet und das Führungsprinzip optimiert. Die Bauweise mit zwei unabhängigen Sensorachsen verhindert Kollisionen nicht an der Messung beteiligter Sensoren mit dem Werkstück. Nur die Pinole mit dem aktiven Sensor befindet sich in Werkstücknähe, die andere Pinole befindet sich außerhalb des Messbereichs in Parkposition. Hierdurch und durch die schlankeren Pinolen wird auch das Eintauchen eines Sensors in ein großes Werkstück ermöglicht.
Weiterhin können Sensoren, die an einem Dreh-Schwenk-Gelenk angebracht sind, zum Beispiel Taster und Bildverarbeitungssensor IP 40 T, ohne Einschränkung in allen Richtungen eingesetzt werden. Gleiches gilt für die Winkeloptik, deren Blickrichtung nicht durch die zweite Pinole begrenzt wird. Die zweite Pinole kann auch später beim Anwender nachgerüstet werden. Für Messungen mit nur einem Sensor steht bei der kleinsten Geräteversion ein erweiterter Messbereich von 530 mm x 500 mm x 350 mm zur Verfügung.
In der Grundausstattung beinhaltet der Scopecheck FB DZ die bewährte Zoomoptik. Weitere Sensoren können über die Multisensor-Schnittstelle eingewechselt werden. Mit einem konventionellen Taster an der speziellen Tasterpinole wird das Messgerät ergänzt, alternativ kann eine zweite Pinole mit weiteren optischen Sensoren geliefert werden.
Für alle Werth Koordinatenmessgeräte gehört die automatische Korrektur von Messabweichungen, die aus Unterschieden der Umgebungstemperatur zur Bezugstemperatur von 20 °C resultieren, zum Standard. Beim Messen von Werkstücken in nicht klimatisierter Umgebung sollte darüber hinaus eine Korrektur der Werkstücktemperatur unter Berücksichtigung des Ausdehnungskoeffizienten des Werkstücks durchgeführt werden.
Hierfür wird wahlweise ein Temperatursensor für das Messvolumen eingesetzt oder ein Werkstücktemperatursensor direkt auf dem Messobjekt angebracht. Mit dem vom Bediener eingegebenen thermischen Ausdehnungskoeffizienten des Werkstückmaterials werden sämtliche Messlängen entsprechend korrigiert.
Das Konzept wird durch die neue Winwerth Version 8.40 mit der optimierten Bedienung für taktile und optische Sensoren abgerundet.
Werth, Halle 7, Stand 7102
Teilen:







{kind=link}