

Verbrennungsmotoren sollen in Zukunft noch leichter, verbrauchsärmer und umweltschonender unterwegs sein – und dabei am besten auch noch mehr Leistung auf die Straße bringen. Ein Weg, dieses ambitionierte Ziel zu erreichen, eröffnet sich durch den verbesserten Gesamtwirkungsgrad. Reibungsverluste spielen hierbei eine wesentliche Rolle. Denn Reibung zu überwinden kostet Kraft und Reibung erzeugt Wärme, deren Energie damit nicht mehr für die Bewegung zur Verfügung steht. Gleichzeitig erzeugt Reibung ungewollte Geräusche, die bei modernen Autos mit Elektromotor nicht mehr überlagert werden. Und schließlich führt Reibung auch zu Verschleiß an den beweglichen Bauteilen eines Motors. Aus diesen Gründen prüft Volkswagen mit einem optischen 3D-Verfahren, wo Bauteile aneinander reiben – und in welcher Intensität.
Im Wesentlichen sind es Vorher-Nachher-Tests, die Messtechniker Stefan Rubach als Auftrag aus der Motorenentwicklung erhält. „Uns interessiert, wie ein Bauteil aussieht, wenn es neu ist und wie nach einem definierten Testlauf“, erklärt der Ingenieur. Verschleiß auf Oberflächen werde etwa sichtbar durch rauere oder glattere Strukturen. „Es können sich aber auch Kerben einarbeiten, welche die Oberfläche nachhaltig verändern.“
Um solche Veränderungen im Rahmen laufender FuE-Projekte sauber zu detektieren, ist dreidimensionale optische Oberflächenmesstechnik notwendig. Die Messtechniker in Wolfsburg nutzen hierzu ein Gerät von Nanofocus, das inzwischen bei Mahr unter der Bezeichnung Marsurf CM Explorer erhältlich ist. Beide Unternehmen kooperieren seit April 2018 auf diesem Gebiet. Mit dem Messgerät werden Oberflächen optisch, und damit berührungslos, abgetastet und anschließend analysiert.
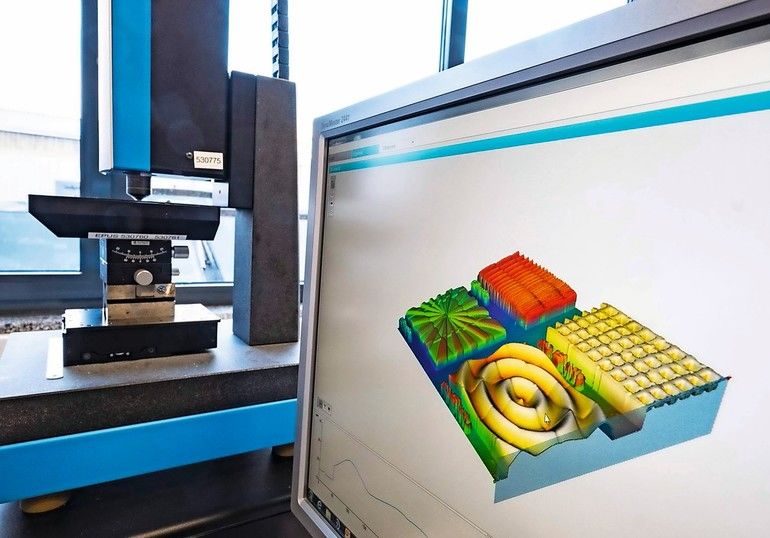
Das Ergebnis ist ein dreidimensionales Höhenbild. Berge und Täler Quellen und Senken sind darauf eindeutig zu erkennen – auch dann, wenn diese nicht gerichtet angeordnet, sondern stochastisch verteilt sind. Eine 3D-Analyse wird umso wichtiger, wenn die auf dem Prüfstand stehenden Oberflächen beschichtet sind oder über exakte geführte Hohnriefen verfügen, die zum Beispiel auf der Zylinderlaufbahn ein Rückhaltevolumen für das Öl schaffen.
Lochblende filtert Streulicht
Der Marsurf CM Explorer wird in der Oberflächenmesstechnik von Volkswagen als flexibel einsetzbares Instrument gerade dann genutzt, wenn Flächeninformationen gefragt sind. Hierbei geht es um den genauen Blick auf die Details einer Oberfläche – und nicht nur um einen Profilschnitt, wie bei taktilen Messungen.
Hinter dem optischen Messverfahren des Marsurf CM Explorer steht die Technologie der Konfokalmikroskopie. Die Besonderheit: Das Gerät filtert über eine rotierende Lochblende, die sogenannte Multi-Pinhole-Disk, das von der Objektfläche reflektierte Streulicht heraus. Auf diese Weise werden nur die Oberflächenpunkte auf dem CCD-Chip der Kamera abgebildet, die sich exakt im Fokus befinden. Unscharfe Bildpunkte werden ausgeblendet. Im ersten Schritt liegt damit ein kontrastreiches und scharfes Abbild der jeweiligen Oberfläche in einer klar umrissenen horizontalen Ebene vor.
Damit daraus eine bewertbare dreidimensionale Rekonstruktion der Oberfläche (Relief) wird, verändert das Messgerät innerhalb der Messung automatisch den Fokus – und erzeugt damit eine Reihe von Aufnahmen auf unterschiedlichen Schärfeebenen mit den dazugehörigen Höhenlinien.
Übereinandergelegt entsteht daraus ein dreidimensionales Bild mit einer Auflösung, die Strukturen auch im Nanobereich sichtbar macht. Durchschnittlich besteht so ein Bildstapel aus 200 bis 400 Einzelbildern, die binnen weniger Sekunden aufgenommen und von der Messsoftware in ein dreidimensionales Höhenbild umgewandelt werden. „Wir erzeugen keine Bilder, sondern Reliefs“, unterstreicht Rubach.
Hohe Auflösung auch bei großen Flächen
Mit dem Marsurf CM Explorer ist das interne Prüflabor der Volkswagen-Motorenentwicklung am Standort Wolfsburg in der Lage, buchstäblich auf Spurensuche zu gehen. Das Standardobjektiv deckt mit seiner 20fachen Vergrößerung einen Messfleck von 0,8 mal 0,8 mm ab. Sind größere Flächen gefragt, kommt die sogenannte Stitching-Funktion zum Einsatz. Mit ihr werden benachbarte Einzelbilder zu einem Gesamtbild miteinander kombiniert – ähnlich wie bei einer Panoramaaufnahme. Hierdurch lassen sich auch große Flächen mit sehr hoher Auflösung analysieren. Die Lösung macht damit ihrem Namen Explorer alle Ehre: „Bei vielen Messaufträgen wissen häufig weder der Entwickler noch wir, was uns erwartet“, beschreibt Rubach die dann folgende Entdeckungsreise.
Damit Messergebnisse vergleichbar sind, zählt auch bei der konfokalen Messtechnik die Wiederholgenauigkeit. Das gilt besonders dann, wenn im Laboralltag verschiedene Mitarbeiter Messungen durchführen. „Messtechnik hat viel mit Vertrauen zu tun. Vertrauen zur Technik und zu den Mitarbeitern, die damit arbeiten“, ist Rubach überzeugt. Die einfache Bedienbarkeit der Hard- und Software ist für den Messtechniker daher von zentraler Bedeutung, um Anwenderfehler zu vermeiden. Aber auch Bauteile, die vor der Untersuchung nicht vollständig gereinigt wurden, verfälschen durch Schmutzablagerungen oder Staub die Ergebnisse. Aus diesem Grund ist die Hardware des Marsurf CM Explorer besonders robust.
Mehr Realität in der Entwicklung
Die gemessenen Topografien lassen sich als Prüfbericht in PDF-Form für die weitere Analytik verwenden. Für die Integration der Messergebnisse in ihre Simulationsverfahren nutzen die Entwickler bei Volkswagen jedoch die Rohdaten der Oberflächenmessungen. Mit Hilfe dieser ungefilterten Daten lassen sich während einer Simulation Funktionen und Verhalten zielsicher prognostizieren. Rubach und seine Kollegen können folglich sehr nahe an der Realität arbeiten. „Früher mussten Berechnungsmodelle erstellt werden, heute stehen uns reale Oberflächen und ihr Verhalten in der Simulation zur Verfügung“, so Rubach. „Wir entwickeln deutlich näher an der Realität.“ ■

Webhinweis
In diesem Video von Quality Engineering, das auf der Control 2019 entstand, berichtet André Werner, Leiter Marketing & Product Management bei Mahr, über die Fertigungsmesstechnik seines Unternehmens etwa für den Bereich E-Mobilität: http://hier.pro/ZXX31







{kind=link}