
Die Anforderungen an die Qualität der Spritzgussteile seien in den vergangenen Jahren gestiegen, betont Mario Ternka, verantwortlich für Produktentwicklung, Konstruktion und Formenbau bei TPK-Kunststofftechnik: „Die Zeichnungsdaten, die wir von unseren Kunden bekommen, enthalten heute viele Maße und Toleranzen, die mit konventionellen Handmessmitteln und einfacheren Messgeräten nicht zu messen sind, zum Beispiel Form- und Lagetoleranzen, also Rechtwinkligkeiten, Parallelitäten und Ebenheiten, sowie Freiformtoleranzen. Um diese Kriterien richtig zu messen, brauchen wir zum einen geeignete Hardware, zum anderen aber auch ein großes Know-how, das die Messwerte in die Sprache des Formenbaus übersetzt. Daher können wir das Messen nicht einem Messtechnik-Dienstleister überlassen.“
So entschloss sich TPK, in entsprechendes Mess-equipment zu investieren. Anhand eines 60 Punkte umfassenden Lastenhefts beurteilte ein Spezialistenteam die Angebote namhafter Messgerätehersteller – und entschloss sich zum Kauf eines 3D-Multisensor-Koordinatenmessgeräts Scopecheck FB von Werth Messtechnik. Seine Bauweise mit fester Brücke auf Granitbasis und die robusten, mechanischen Präzisionsführungen sorgen für eine sehr hohe Genauigkeit, auch beim fertigungsnahen Einsatz. Zur Ausstattung zählen ein Bildverarbeitungssensor mit Werth Zoom und ergänzender Multiring-Beleuchtungseinheit zur schnellen und sicheren Kantenerkennung sowie der Scanning-Taster SP25. Außerdem ist das Rasterscanning im Einsatz, um aus während der Bewegung des Sensors aufgenommenen Einzelbildern hochaufgelöste Gesamtbilder zu generieren, in denen dann komfortabel gemessen werden kann. Zur schnellen optischen Oberflächenmessung investierte TPK zudem in den Abstandssensor CFP, der die chromatische Aberration spezieller Objektive für extrem genaue und weitestgehend oberflächenunabhängige Messungen nutzt.
„An erster Stelle unserer Anforderungsliste stand die Kombination aus optischen und taktilen Messmöglichkeiten“, erklärt Ternka. „Und der optische Abstandssensor musste bei hochglänzenden, durchsichtigen, schwarzen oder weißen Teilen zuverlässige Messergebnisse liefern.“ Insbesondere von der optischen Sensorik des Scopecheck FB sind er und seine Kollegen begeistert: „Die Genauigkeit und Geschwindigkeit hätten wir vorher nicht für möglich gehalten. Das gab den endgültigen Ausschlag für den Scopecheck. Das Gerät lässt sich außerdem – bereits nach geringem Schulungsaufwand – schnell und einfach programmieren. Messung und Auswertung laufen dann vollautomatisch ab.“
Scopecheck als wichtiges Element in der Prozesskette bei TPK
Der Spritzguss ist ein urformendes Verfahren, bei dem die Qualitätskriterien wie Form- und Lagetoleranzen etc. ungleich schwieriger einzuhalten sind als bei der zerspanenden Formgebung. Es erfordert großes fertigungstechnisches Know-how und eine Prozesskette, wie sie TPK in den vergangenen Jahren entwickelt und immer weiter optimiert hat.
Am Anfang dieser Prozesskette steht das 3D-CAD-Modell. Damit erstellen die Konstrukteure ein erstes virtuelles Formwerkzeug und eine Spritzgusssimulation. Die Analyseergebnisse fließen zum einen in Optimierungen am Artikel ein, und zum anderen werden sie genutzt, um das Formwerkzeug zu verbessern. So versuchen die Kunststofftechniker, den Schwierigkeiten beim Spritzguss – vor allem den Verzügen durch Längs- und Querschwindung – entgegenzuwirken. „Schon bei der Konstruktion des Spritzgusswerkzeugs müssen wir die Fließwege des Kunststoffs berücksichtigen, Temperierungen und Kühlkanäle vorsehen sowie die Entformung und Entnahme des Teils planen“, erklärt Ternka. Die wiederholt ausgeführte Simulation gibt Aufschluss über das passende Heißkanalsystem, die optimale Anspritzstelle, die Lage der Kühlkanäle, Aufmaße, Bombierungen und vieles mehr. Erst wenn sich die Spritzguss-Spezialisten sicher sind, dass die Werkzeugkonstruktion im Großen und Ganzen passt, fertigen sie die Stahlform. Dies geschieht bei TPK vorwiegend auf modernen Werkzeugmaschinen etwa durch 5-Achs-Fräsen und Erodieren.
Die Maßhaltigkeit der komplexen formgebenden Werkzeuge wird in einfachen Fällen direkt auf der Werkzeugmaschine gemessen. Schwierige Messungen wie die der Position einer Kontur zu den Außenkanten sowie der Lage von Einstichen zu einer Tasche oder von gedrehten Kernen können die Werkzeugbauer mit dem Scopecheck FB und der Kombination aus optischer und taktiler Sensorik durchführen.
Ist das Werkzeug fertig, wird es auf einer der 15 Spritzgießmaschinen mit Schließkräften von bis zu 2.200 kN bemustert und im Werkzeugbau weiter optimiert, bis das Spritzgießen und Entformen stabil ablaufen. Dann erstellt der TPK-Konstrukteur an einem gespritzten Musterteil auf den Scopecheck ein Messprogramm, das alle entscheidenden Kriterien erfasst. Anhand der Ergebnisse werden weitere Veränderungen an der Form beschlossen. Ternka: „In dieser Phase reden wir meist von Korrekturen im Bereich weniger Zehntel bis hundertstel Millimeter, die erforderlich sind, um sehr eng gesetzte Toleranzen einzuhalten. Ohne die Präzision unseres Multisensor-Geräts könnten wir solche Werte nicht oder nur sehr aufwendig erfassen.“
Reverse Engineering
für den Formenbau
Als Beispiel für eine solche hochpräzise Nacharbeit nennt er eine Fläche an einem medizinischen Bauteil, die eine Ebenheit im Bereich von kleiner 0,1 mm aufweisen muss. Wenn sich diese Toleranz nicht durch die Einstellung von Temperierung oder anderen Spritzgießparametern prozesssicher erreichen lässt, geht TPK den Weg über eine minimale Werkzeugkorrektur. Zunächst misst der verantwortliche Mitarbeiter die betroffene Fläche mit dem chromatischen Sensor Werth CFP. „Mit diesem optischen Sensor sind wir in der Lage, auch Ebenheiten auf einem Linienzug zu erfassen, was vorher nur sehr schwer und mit großem Zeitaufwand möglich war“, so Ternka. „Wenn wir die Fläche mit dem Sensor überfahren, bekommen wir schnell eine hochgenaue Aussage zur Ebenheit unseres Artikels.“
Lässt sich beispielsweise eine durch Materialschwund verursachte leichte Wölbung feststellen, kann der Konstrukteur die Messdaten ins CAD-System zurückführen und die gewölbte Fläche am entsprechenden Bereich des Formwerkzeugs spiegeln. Aus den korrigierten CAD-Daten erzeugt er ein CAM-Programm, mit dem diese Bombierung, wie eine solche wölbende Verformung genannt wird, ins Formwerkzeug gefräst wird. Nach dem erneuten Spritzgießen stellt sich beim Schwinden des Kunststoffs die gewünschte Ebenheit ein.
Eine solche Form der Flächenrückführung wird als Reverse Engineering bezeichnet. „Durch die Kombination optischer und taktiler Messverfahren können wir mit unserem Scopecheck auch ganze Werkstücke mit hoher Messgeschwindigkeit als Punktewolke erfassen und in CAD-Daten rückführen. Dafür haben wir immer wieder Bedarf“, erläutert Ternka.
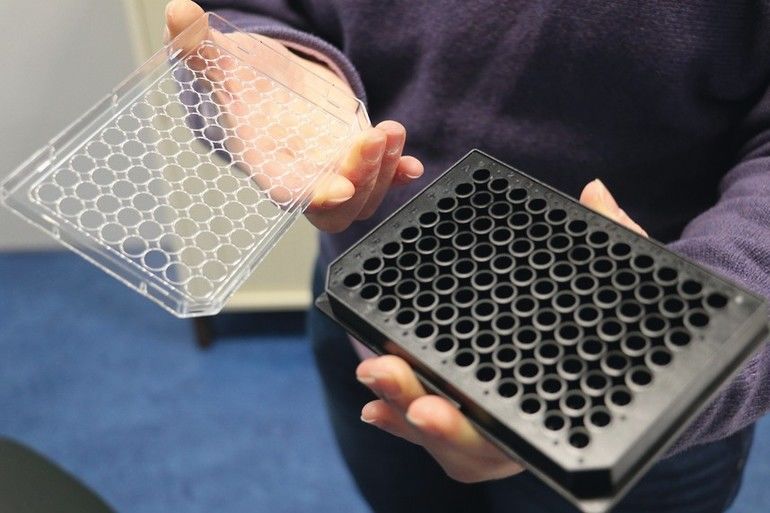
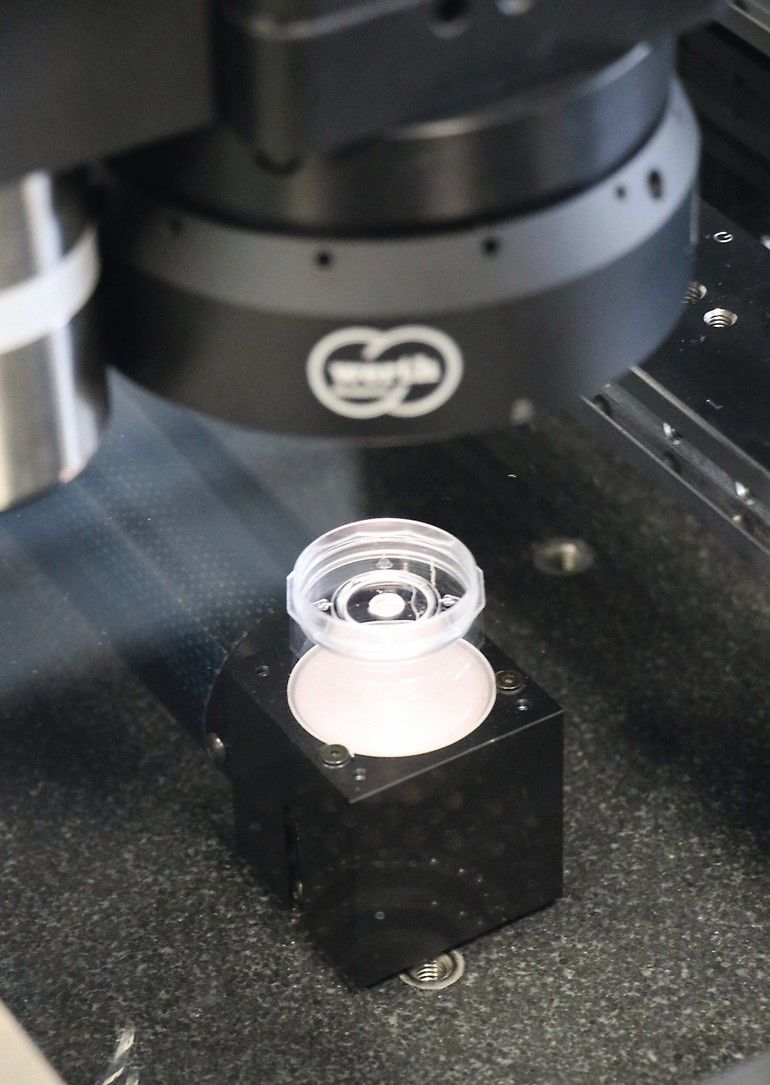
Gerne würde der Geschäftsführer eine Auswahl der von seinem Unternehmen gefertigten, anspruchsvollen Spritzgussteile präsentieren, doch bremst ihn die Geheimhaltungspflicht. Deshalb demonstriert er die Fähigkeiten des Werth-Messgeräts an einer Zellkulturplatte. Sie stammt aus dem Produktprogramm des TPK-Tochterunternehmens Zell-Kontakt, das auf die Entwicklung und Produktion von Zellkultur- und Laborprodukten für moderne bildgebende Verfahren und Mikroskopie spezialisiert ist. Darüber hinaus bietet Zell-Kontakt Screening-Platten für die UV-Spektroskopie und großflächige Array-Platten für Gewebeanalysen an.
Messungen innerhalb von Minuten statt von Stunden
Eine solche UV-Platte, wie sie zum Beispiel aktuell in der Covid-19-Pandemie für PCR-Messungen verwendet wird, enthält 96 Kavitäten, deren Betrachtungsfläche aus einer klaren, dünnen Folie mit hoher Durchlässigkeit im UV-Bereich besteht. Im Deckel sind zusätzlich Kondensationsringe eingebracht, die exakt auf die Multiwellplatten passen müssen. Die Ringe verhindern beim Inkubieren das Abdampfen der Nährlösung, sodass ihre Konzentration konstant bleibt und die kultivierten Zellen optimal versorgt sind. Das bedeutet: höchste Anforderungen an Position, Rundheit und Ebenheit, sowohl was die Platte als auch den Deckel anbelangt. Zudem spielt beim Arbeiten mit automatisierten Mikroskopie- oder Messverfahren insgesamt die Planizität der Zellkulturplatte eine wichtige Rolle. „Die optischen Sensoren verfügen über die notwendige Messgenauigkeit und reduzieren den Zeitaufwand für das Messen dieser Teile von Stunden auf wenige Minuten“, freut sich Ternka.
Gemeinsam mit seinen Kollegen entdeckt er immer noch neue Bereiche, in denen der Scopecheck sinnvoll eingesetzt werden kann, um höhere Qualität und Wirtschaftlichkeit zu generieren. Ternka resümiert: „Wir sind uns sicher, dass die Kombination von hochgenauen und schnellen optischen Sensoren mit taktiler Sensorik für die vollständige Messung unterschiedlicher Werkstücke uns weiterhin viele Türen öffnen wird. Denn mit dem Scopecheck sind wir in der Lage, Kriterien zu erfassen, an denen andere scheitern.“
Werth Messtechnik GmbH
Siemensstraße 19
35394 Gießen
Tel. +4964179380
www.werth.de
TPK-Kunststofftechnik GmbH
Industriestraße 4
37176 Nörten-Hardenberg
Tel. +49550398780
www.tpk-kunststofftechnik.de

Webhinweis
Ein Video von Werth zeigt mehr über den Einsatz des Scopecheck FB DZ:
TPK-Kunststofftechnik
TPK-Kunststofftechnik in Nörten-Hardenberg bei Göttingen ist auf die Herstellung anspruchsvoller Kunststoffartikel und Spritzgussformen spezialisiert. Das 1997 gegründete Familienunternehmen, das von Werner Ternka und seinen Söhnen Heiko und Mario geleitet wird und rund 30 Mitarbeiter beschäftigt, deckt die komplette Prozesskette ab: von der Beratung über die Konstruktion, den Werkzeugbau und die Prototypenfertigung bis zum Serienspritzguss und zur Montage.








{kind=link}