

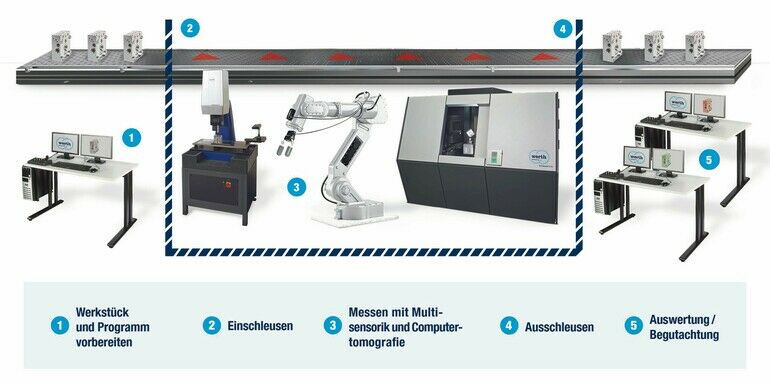
Koordinatenmessgeräte mit CT erlangen einen immer höheren Stellenwert in der Qualitätssicherung von Industrieprodukten. Der Hauptvorteil gegenüber anderen Sensoren besteht in der Erfassung des gesamten Werkstücks mit hoher Punktedichte in einem einzigen Messvorgang. Da die Verarbeitungsgeschwindigkeit der Messdaten auf Grund der zunehmenden Rechenleistungen von Hard- und Software ständig steigt, sind CT-Geräte mittlerweile auch bei schnellen Inline-Messungen im Einsatz. Eine der Voraussetzungen hierfür ist die Echtzeitrekonstruktion des virtuellen Werkstückvolumens parallel zur Aufnahme der Röntgen-Intensitätsbilder. Die hohen Taktraten für die Integration in die Fertigungslinie erreicht zum Beispiel die Tomoscope FQ Gerätefamilie von Werth durch eine spezielle Röntgenröhrentechnik, Roboterbeladung, eine schnelle Auswertesoftware und Onthefly CT. Letztere ermöglicht eine kontinuierliche Drehung des Werkstücks, sodass die Totzeiten durch die Start-Stopp-Zyklen zur Aufnahme der Durchstrahlungsbilder entfallen.
Seit der Entwicklung des ersten CT-Geräts durch Werth speziell für die Koordinatenmesstechnik im Jahr 2005 ist ein schneller Fortschritt der CT-Technik festzustellen. Zunächst konzentrierte man sich auf die Erweiterung des Einsatzbereichs für schwierig zu durchstrahlende Materialien. Ein wesentlicher Meilenstein dieser Entwicklung waren im Jahr 2017 die Tomoscope XS Geräte. Dank der Entwicklung einer speziellen kompakten Röhrentechnik mit hoher Auflösung und sehr geringem Wartungsaufwand sind die Geräte dieser Baureihe bei hoher Genauigkeit und Leistung sehr platzsparend und können zum Preis von taktilen beziehungsweise Multisensor-Koordinatenmessgeräten angeboten werden.
Die Innovationen im Hardware-Bereich werden von neuen Software-Verfahren für die automatische Messung und Analyse immer komplexerer Werkstückeigenschaften ergänzt. Bereits in den 80er-Jahren war Werth ein Wegbereiter für die Nutzung von CAD-Daten zur maschinenfernen Programmierung und Simulation von Messabläufen von 2D-Messgeräten, wie zum Beispiel Profilprojektoren und Koordinatenmessgeräten mit Bildverarbeitung. In den 1990er-Jahren folgte die Integration dieser Funktionen in die Werth Messsoftware WinWerth und die Erweiterung auf 3D-Messungen mit Multisensorik. Die Verfahren konnten leicht auf die Auswertung der CT-Messpunktewolken übertragen werden.
Programmierung und Auswertung
mit CAD-Daten
Nach dem Einpassen der 3D-Messpunktewolke auf das CAD-Modell in der Messsoftware Winwerth werden beim Anklicken eines CAD-Patches automatisch die zugehörigen Messpunkte ermittelt und das gewählte Geometrieelement berechnet. Die geometrischen Eigenschaften des Werkstücks wie Distanzen oder Winkel können dann durch Verknüpfung verschiedener Geometrieelemente bestimmt werden. Alternativ zu der dimensionellen Auswertung ermöglichen lokale und globale 3D-Soll-Ist-Vergleiche mit farbcodierter Abweichungsdarstellung die Erkennung von Problemstellen auf einen Blick.
Bei Closed-Loop-Anwendungen wie der Werkzeugkorrektur mit Winwerth Formcorrect werden die Messdaten des ersten Werkstücks zur automatischen Korrektur des Fertigungsprozesses verwendet, beispielsweise der Spritzgussform oder des CAD-Modells für den 3D-Druck. CAD-Modell, rekonstruiertes Werkstückvolumen, Volumenschnitte, Messpunktewolke, die Abweichungen aus den Soll-Ist-Vergleichen sowie Mess- und Rechenelemente inklusive Sollwert und Abweichung lassen sich entsprechend darstellen. Es besteht die Möglichkeit, Punktewolke und Volumen Ebene für Ebene virtuell abzutragen und zu analysieren, beispielsweise auf Lunker oder Risse.
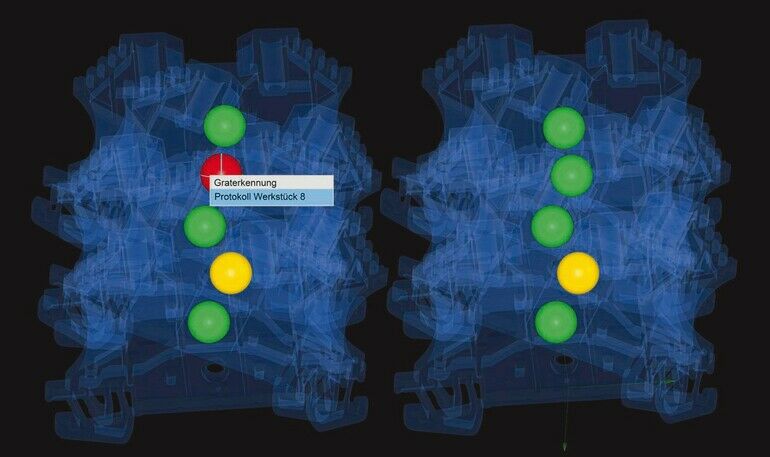
Alle Funktionen können offline oder online am Messgerät programmiert werden. Dies gilt auch für zeitsparende Mehr-Objekt-Messungen, bei denen unterschiedliche Werkstücke gleichzeitig tomografiert und die Punktewolken anschließend automatisch ausgewertet werden. Mithilfe von Winwerth Scout lassen sich Messergebnisse verwalten. Toleranzüberschreitungen werden farbcodiert dargestellt. Alle Messergebnisse für das jeweilige Messobjekt können eingesehen werden.
Durch die Integration der CAD-Programmierung in die Messsoftware kann die Auswertung der CT-Messung sowohl am Messgerät (CAD-Online) als auch während der Inline-Messung der nächsten Werkstücke an einem Offline-Arbeitsplatz erfolgen. Mithilfe des CAD-Modells ist die Programmerstellung bereits vor der Herstellung des ersten Werkstücks möglich, sodass der Produktentwicklungsprozess beschleunigt werden kann.
Simulation des Messprozesses
mit CAD-Daten
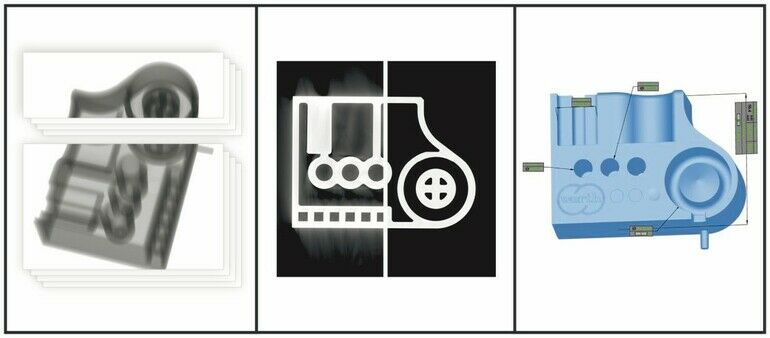
Bisher ließ sich die Programmerstellung nur am CAD-Modell beziehungsweise der daraus abgeleiteten Punktewolke eines idealen Werkstücks einlernen, für die Programmierung volumenbasierter Auswertungen war eine vorherige Testmessung notwendig. Mit Winwerth Tomosim kann der Messprozess zur Ermittlung des virtuellen Werkstückvolumens im Voxelformat jetzt erstmals in einer Koordinatenmesssoftware anhand des CAD-Modells offline simuliert werden. Dies beinhaltet die Simulation der Aufnahme des Bilderstapels und die Rekonstruktion eines realistischen Werkstückvolumens. Dabei werden die Einflüsse des Messprozesses berücksichtigt und beispielsweise das eingesetzte Röntgenspektrum oder die genutzte Vergrößerung mit dem Kegelwinkel der Strahlung und somit auch typische Artefakte realitätsnah mit simuliert.
Die Simulation ist auch für Mehr-Objekt-Messungen möglich. Hierzu kann das CAD-Modell der Aufspannvorrichtung virtuell mit den CAD-Modellen vieler gleicher oder unterschiedlicher Messobjekte bestückt werden, die zum Beispiel den verschiedenen Kavitäten eines Spritzgusswerkzeugs oder dem Batch eines 3D-Druckvorgangs entsprechen. Die Werkstückgeometrie ist durch die daraus berechneten Punktewolken vorgegeben, Material und Messparameter werden wie gewohnt eingegeben.
Auch die Simulation der
Raster-Tomografie ist möglich
Der Einfluss der Gerätegeometrie, der anderen Werkstücke und der Aufspannvorrichtung wird bei der Simulation berücksichtigt. Auch die Simulation spezieller Messmethoden wie der Raster-Tomografie zur Vergrößerung des Messbereichs oder der patentierten Multi-ROI-CT für die hochauflösende Messung interessierende Bereiche (ROI – Region of Interest) ist möglich. Systematische Abweichungen, zum Beispiel aufgrund der Strahlaufhärtung durch stärkere Absorption der niederfrequenten Anteile aufgrund eines relativ großen Kegelwinkels oder zu weniger Drehschritte, können erkannt und eine entsprechende Artefaktkorrektur gewählt werden.
Für die Bestimmung der geometrischen Eigenschaften ist auch die im simulierten Volumen erreichte Strukturauflösung wichtig. Soll beispielsweise die Ebenheit einer Fläche von 1 mm × 1 mm gemessen werden, wählt man eine Voxelgröße von 100 µm für das simulierte Volumen, damit die Fläche mit 10 × 10 Messpunkten ausreichend genau dargestellt wird. Sind diese kleinen Geometrien an Mehr-Material-Werkstücken oder Werkstücken mit hoher Dichte zu messen, können schon anhand des simulierten Volumens passende Parameter für die hochgenaue Berechnung der Messpunktewolke festgelegt werden, beispielsweise für den Randabstand oder den Suchbereich ober- und unterhalb des CAD-Patches.
Volumenbasierte Auswertungen wie Graterkennung, Texterkennung, Lunker- und Porositätsanalyse oder die Messung geometrischer Eigenschaften in Schnittebenen mit Bildverarbeitungsfiltern lassen sich durch die Simulationsfunktion ebenfalls offline ohne vorherige Testmessungen einlernen. Mithilfe der Simulation können die Messparameter ohne zeitaufwändige Messungen getestet und optimiert werden. So erhält man ein vollständiges Messprogramm mit den richtigen Parametern aus der realitätsnahen Simulation. Am Gerät braucht nur noch das Werkstück auf dem Drehtisch positioniert und das Programm gestartet werden. Dieses funktioniert von Anfang an prozesssicher, zusätzliche Korrekturschleifen zur Optimierung der Auswerteverfahren entfallen weitgehend. Da sowohl die vollständige Programmierung als auch die Simulation offline stattfinden, spart man wertvolle Gerätezeit.
Werth Messtechnik GmbH
Siemensstraße 19
35394 Gießen









{kind=link}