


Hersteller von Implantaten stehen vor großen Herausforderungen: Durch die Einführung der Medical Device Regulation (MDR) müssen klinische Daten umfassend gespeichert werden. Bei der Fertigung ist eine hohe Maßhaltigkeit der Implantate gewünscht und die Nachfrage nach individuellen patientenspezifischen Implantaten steigt. Hinzu kommt ein zunehmender Preisdruck. Das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover entwickelt und erforscht daher im Rahmen des vom Bundesministerium für Bildung und Forschung geförderten Forschungsprojekts Tempoplant eine Fertigungszelle zur teilautonomen Fertigung orthopädischer Implantate.
Zur ausschussfreien Fertigung patientenspezifischer Implantate wird eine Werkzeugmaschine mit innovativer Prozessregelung und -überwachung ausgestattet. Ein digitaler Maschinenzwilling, eine in die Maschine integrierte Prozesskraftmessung sowie ein roboterunterstütztes optisches Messsystem werden miteinander verknüpft und ermöglichen so eine neue Kombination aus Fertigungsüberwachung, Qualitätskontrolle und medizintechnischer Dokumentation. Die Fertigungszelle verfolgt fünf Grundprinzipien der Produktion von Implantaten:
- Hoher Automatisierungsgrad auch für Einzelteile und Kleinserien
- Automatisierte Qualitätskontrolle aller gefertigten Werkstücke
- Automatisierte Auswertung der Messdaten zur Qualitätsregelung
- Prozessüberwachung während des Fertigungsprozesses
- Bereitstellung und zentrale Sicherung der relevanten Daten zur Dokumentation nach MDR.
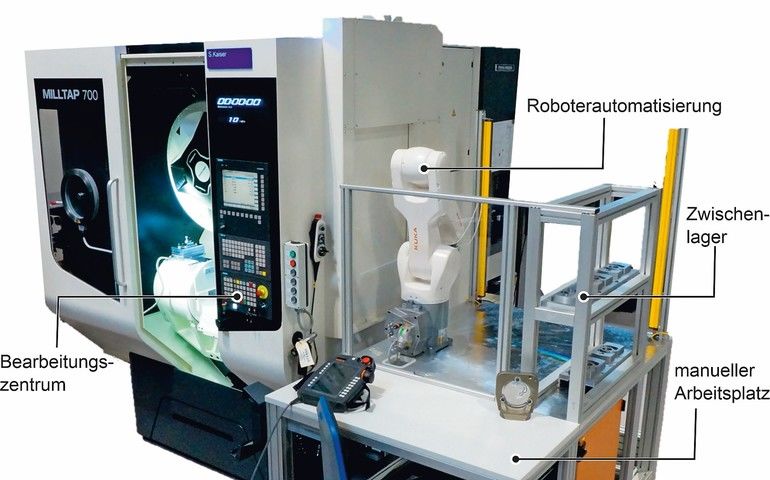
Daher besteht die Fertigungszelle aus mehreren verknüpften Teilsystemen. Neben dem Bearbeitungszentrum Milltap 700 von DMG befindet sich ein mobiler Arbeitsplatz mit einem Industrieroboter, der das Bearbeitungszentrum mit Werkstücken be- und entlädt. Manuelle Arbeiten, wie beispielsweise Prüf- und Montagearbeiten, können ebenfalls direkt an der Maschine durchgeführt werden. Direkt angrenzend zum Arbeitsplatz befindet sich eine mobile Messstation. Sie besteht aus einem T-Scan Laserscanner von Zeiss, der von einem Roboter geführt wird und dabei die Oberfläche des Messobjekts optisch abtastet. Das Messsystem muss in der Lage sein, die orthopädischen Implantate mit einer Genauigkeit von wenigen Mikrometern zu vermessen, um beispielsweise die Qualität einer Passbohrung D = 10 mm H7 zu bewerten. Dabei sind insbesondere die oft stark spiegelnden Oberflächen und die komplizierte Form der Implantate eine Herausforderung für die Messung.
Durch die Entwicklung neuer Messtechniken soll es ermöglicht werden, glänzende metallische Oberflächen und Formen mit starken Kavitäten zu vermessen. Durch den Einsatz eines kollaborativen Robotersystems wird eine intuitive Handhabung für den Anwender gewährleistet. Die Messdaten können zum einen zur Qualitätskontrolle und zur automatisierten Dokumentation genutzt werden. Zum anderen ist eine Qualitätsregelung des Fertigungsprozesses möglich. Prozessfehler werden erkannt und nachfolgende Prozesse auf dieser Basis angepasst. Die Grundlage der Qualitätsregelung bilden im CAD-Modell hinterlegte Produktdaten, sogenannte Product and Manufacturing Information (PMI). Darin enthalten sind Toleranz- und Prüfdaten, die zur Bewertung des Fertigungsergebnisses und zur Dokumentation herangezogen werden.
Prozesskraft messen mit einer
Sensitivität von 5 Newton
Während der spanenden Herstellung von Bauteilen entstehen Prozesskräfte, sobald Werkzeug und Werkstück miteinander in Kontakt geraten. Im Anwendungsfall einer Handgelenksendoprothese kommen nur Werkzeuge mit einem geringen Durchmesser zwischen 8 mm und 2 mm zum Einsatz. Die Prozesskräfte betragen mit einem Kugelkopffräser (DWz = 2 mm) bei einer Schnitttiefe von maximal 0,25 mm etwa 5 N. Um die geringen Prozesskräfte für eine Prozessüberwachung mit hoher Genauigkeit messen zu können, wurde im Rahmen des Projekts ein sensorisches Spannsystem entwickelt, welches mit Hilfe von Dehnungsmessstreifen die Prozesskraft mit einer Sensitivität von 5 N messen kann.
Ziel der Prozessüberwachung ist es, Fehler im Fertigungsprozess zu detektieren und den Prozess zu stoppen bevor irreparable Schäden wie Werkzeugbruch oder Schäden an der Werkzeugmaschine entstehen. Zusätzlich soll sichergestellt werden, dass das zu fertigende Implantat innerhalb aller Fertigungstoleranzen hergestellt wird. Die Grundlage der Prozessüberwachung ist die bereits erwähnte Prozesskraft, die mit Hilfe des sensorischen Spannsystems erfasst wird. Verlässt diese Kraft während der Fertigung einen vorgegebenen Toleranzbereich, wird der Prozess gestoppt. Zur Festlegung des Toleranzbereichs wurde im Rahmen des Projekts ein virtuelles Maschinenmodell, ein „Digitaler Zwilling“ der Werkzeugmaschine, entwickelt. Das Maschinenmodell des Zwillings berechnet auf Grundlage einer Materialabtragssimulation (IFW Cuts) die theoretisch auftretende Kraft des Zerspanprozesses unter Idealbedingungen und liefert somit zu jedem Ist-Kraft-Wert des sensorischen Spannsystems einen zum gleichen Prozessschritt passenden virtuellen Soll-Kraft-Wert. Die Kraftdiskrepanz aus Ist- und Soll-Kraft wird zur ständigen Anpassung des erlaubten Toleranzbereichs während des Fertigungsprozesses verwendet.
Durch die MDR werden nicht nur Anforderungen an das Produkt, sondern auch an die Dokumentation festgelegt. Zwar gibt es bei der aktuell noch gültigen Medizinprodukte-Richtlinie 93/42/EWG (MDD) Anforderungen an die Dokumentation, jedoch sind diese bei weitem nicht so umfangreich und präzise ausgelegt. Folgende Anforderungen an die technische Dokumentation eines Medizinproduktes sind ab Inkrafttreten der MDR zwingend zu erfüllen:
- Produktbeschreibung: Zweckbestimmung, Varianten, Konfiguration, Zubehör und eindeutige Identifikation des Produkts (Unique Device Identification), Auslegung des Produkts
- Herstellprozess: Prozessablauf, Maschinennummer, verwendeter NC-Code, Chargennummer, Name des Maschinenbedieners, Fertigungszeitpunkt, Materialspezifikationen, verwendete Hilfsstoffe
- Messprotokolle: Maßhaltigkeit und Toleranzen inklusive der freigegebenen Zeichnungen mit Prüfpunkten
- Begleitinformation: Kennzeichnung, Verpackung, Gebrauchsanweisung
- Hilfsstoffe: Kühlschmierstoffe, Validiertes Verfahren zur Reinigung, Laboruntersuchungen
- Risikomanagement-Akte
- Verifizierung und Validierung des Produkts
- Nachweis, dass die grundlegenden Sicherheits- und Leistungsanforderungen erfüllt sind.
Im Projekt Tempoplant soll die Dokumentation der Herstellung von Handgelenksendoprothesen und Zahnimplantaten entsprechend der Richtlinien auf einer Plattform gespeichert werden. Zu diesem Zweck werden zwei unterschiedliche Konzepte zur Datenspeicherung betrachtet. In beiden Konzepten werden zunächst die durch die MDR vorgeschriebenen Dokumente gesammelt. Diese Sammlung wird durch alle relevanten Daten der einzelnen Teilbereiche der Fertigungszelle vervollständigt. In Konzept 1 werden die Daten anschließend sortiert, in eine festgelegte Datenstruktur eingeordnet und zentral gespeichert. Die Nachverfolgung, Transparenz und Manipulationssicherheit der Daten wird dabei durch eine Versionsverwaltungssoftware sichergestellt.
In Konzept 2 werden die Daten hingegen datenmengenoptimiert gespeichert, indem gleichbleibende Daten referenziert werden und damit nicht mehrfach gespeichert werden müssen. Eine anschließende Verkettung der Daten stellt sicher, dass die Daten nachträglich nicht verändert werden können.
Die Datenspeicherung erfolgt bei beiden Konzepten vollautomatisch. Beide Konzepte stellen zudem sicher, dass die gesamte Dokumentation mindestens 15 Jahre nach dem jeweiligen Fertigungslos lückenlos, nachvollziehbar und unveränderbar digital abgelegt wird. Der Dokumentationsaufwand verringert sich somit enorm.
IFW – Institut für Fertigungstechnik und Werkzeugmaschinen
Leibniz Universität Hannover
An der Universität 2
30823 Garbsen
Tel. +495117622533
www.ifw.uni-hannover.de
 Bilder: IFW
Bilder: IFW Bilder: IFW
Bilder: IFW Bilder: IFW
Bilder: IFWProfessor Dr. Berend Denkena Sebastian Kaiser Martin Winkler
Institut für Fertigungstechnik und Werkzeugmaschinen
(IFW) an der Leibniz Universität Hannover
Ausblick
Die teilautonome Fertigungszelle befindet sich momentan im Aufbau und wird bis zum Projektende im Mai 2022 erforscht. Insgesamt wird damit der Ausschuss reduziert, die Produktivität erhöht und der Dokumentationsaufwand verringert.







{kind=link}