



Auswertungen an der Fahrerkabine eines Pistenbully 600 stellen Kässbohrer Geländefahrzeuge vor besondere Herausforderungen: Die Krümmung des Rahmens am Fahrerhaus verlangt höchste Präzision. Optische Messtechnik in Verbindung mit der Software Polyworks/Inspector hilft, dimensionelle Abweichungen zu identifizieren.
In der Qualitätssicherung und Konstruktion geht Kässbohrer innovative Wege und nutzt in vielen Bereichen optische und mobile taktile Digitalisiersysteme als Ergänzung zu klassischen Koordinatenmessgeräten. Dadurch kann das Unternehmen jederzeit flexibel auf neue Herausforderungen in der Qualitätssicherung reagieren.
Beim Pistenbully 600 stand das Unternehmen vor der Herausforderung, die komplexen Formen des Fahrerhausgerippes verlässlich auf Abweichungen zu analysieren. Zu große Abweichungen hätten später im Produktionsprozess zu erheblichen Komplikationen führen können. Da das Fahrerhausgerippe zum größten Teil aus Zulieferteilen besteht, war zunächst eine Einzelteilprüfung aller Komponenten erforderlich.
Das Fahrerhaus des Pistenbully PB 600 besteht aus einem Stahlkäfig, der sich aus einzeln angefertigten Stangenprofilen zusammensetzt, die mit Hilfe einer Schweißvorrichtung verbunden werden. Nach Vorgabe des Konstrukteurs werden diese Stangenprofile von einem Zulieferer gefertigt und mit Biegungen und Verdrehungen versehen. Der Zusammenbau zum Fahrerhausgerippe erfolgt dann anschließend bei Kässbohrer in Laupheim.
Erst nach dem Zusammenbau des Stahlgerippes erfolgt die Beplankung mit GFK-Fertigteilen. Bei der Montage entstehen allerdings immer wieder Probleme, die sich durch Abweichungen in den einzelnen Bauteilen beziehungsweise im gesamten Gerippe ergeben. Wegen der komplexen Form der einzelnen Stangenprofile leitet sich eine komplexe Aufgabenstellung an die Messtechnik und die Qualitätssicherung bei Kässbohrer ab.
Analysiert werden soll, welche Einzelteile den Vorgaben der Konstruktion entsprechen und bei welchen sich Abweichungen ergeben. Außerdem ist von Interesse, welcher Art diese Abweichungen sind. Anhand von optisch digitalisierter Punktwolken und einem Daten-zu-CAD-Vergleich in Polyworks kann festgestellt werden, ob die Teile dimensionale Abweichungen oder zu große Verdrehungen aufweisen. Ist das der Fall, können die Abweichungen einzelner Stangenprofile beim Zusammenbau verstärkt zum Tragen kommen.
Da eine Fehlerbereinigung nach dem Zusammenbau beinahe unmöglich ist, sind die komplexen Formen der Profile nur sehr gering toleriert. Die Verdrehungen der Bauteile können nur durch Scandaten visualisiert und überprüft werden. Nach dem Zusammenbau der einzelnen Werkstücke wird das fertige Fahrerhausgerippe nochmals eingescannt und analysiert. Als Ergebnis dieser Analyse wurde von Kässbohrer eine Prüflehre erarbeitet, mit deren Hilfe im laufenden Produktionsbetrieb schnell und effektiv fehlerhaft gelieferte Stangenprofile erkannt und aussortiert werden können.
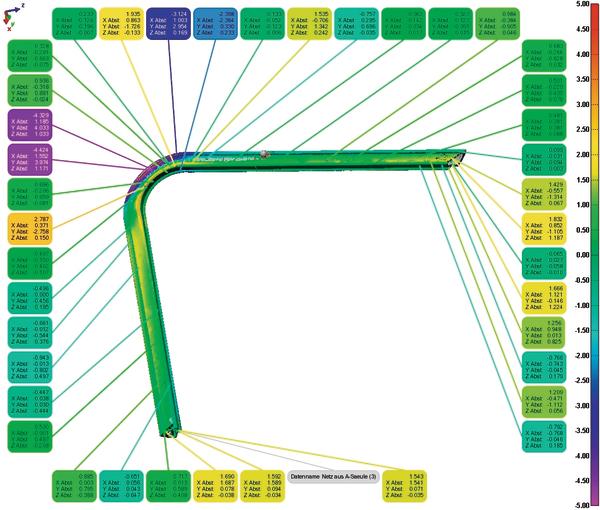
Zunächst war es notwendig, die von den Zulieferfirmen bereit gestellten Stangenprofile des Pistenbully Fahrerhausgerippes einzeln zu prüfen. Dafür wurden diese Einzelteile mit einem Laserscanner digitalisiert und in Polyworks Iminspect analysiert. Schon vor dem eigentlichen Scanprozeß bietet die Software die Möglichkeit, einen Filter für Linien-Scans zu aktivieren sowie Krümmungsbereiche optimiert zu messen.
Weiterhin ermöglicht Polyworks einen direkten Zugriff auf die Gerätesoftware und somit komplexere Voreinstellungen sowohl im taktilen als auch im optischen Messmodus. Da die Stangenprofile eine Sollverdrehung besitzen, die sich beim Zusammenbau des Fahrerhausgerippes noch verstärkt, bietet sich eine Falschfarbanalyse anhand vorheriger Best-Fit-Ausrichtung an. Wahlweise kann eine automatische Vorausrichtung mit anschließendem Best Fit erfolgen oder eine manuelle Vorausrichtung über frei definierte Passpunkte mit anschließender Best-Fit-Ausrichtung durchgeführt werden. Dabei wird die gemessene Punktwolke bestmöglich auf das CAD-Modell gelegt, so dass der Abstand der Datenpunkte zu der entsprechenden CAD-Referenzfläche in der Quadratsumme minimiert wird.
Falls es die Analyse verlangt, über bestimmte Geometrien auszurichten, so ist auch dies zum Beispiel über eine merkmalbasierte 3–2–1-Ausrichtung möglich. Diese Ausrichtungen und ein anschließender Falschfarbvergleich ermöglichen es, eine anschauliche Analyse der Oberflächenabweichungen und Verdrehungen darzustellen. Hilfreich bei der punktgenauen Analyse sind frei zu setzende Fehlerbeschriftungen, die die Abstände zwischen Datenpunkten und CAD als frei definierbare Fähnchen mit der jeweiligen Falschfarbe darstellen.
Zudem stehen in Polyworks eine Reihe verschiedener Typen von Farbtabellen zu Verfügung, die es unter anderem möglich macht, eine sogenannte Pass/Fail-Kontrolle durchzuführen. Das bedeutet, der Farbvergleich wird anhand der Toleranzen der CAD-Referenz durchgeführt. Der Vergleich stellt alle Punkte innerhalb Toleranz grün dar, alle Punkte außerhalb Toleranz erscheinen rot. Natürlich ist es jederzeit und schnell möglich, die CAD-Toleranzen anzupassen, neue Toleranzen zu erzeugen und einzelne CAD-Flächen oder Merkmale separat zu tolerieren.
Des Weiteren kann beim Soll-Ist-Vergleich angegeben werden, wie viele der verglichenen Punkte die Toleranzkriterien nicht erfüllen. Anhand dieser Analyse wird sehr einfach und schnell festgestellt, ob das Bauteil die Prüfungskriterien erfüllt oder eine Nachbearbeitung nötig ist. Eine variable Schnitterstellung ermöglicht eine punktgenaue 2D-Analyse, die exakt den Wünschen des Nutzers entspricht. Beliebig kann zwischen freier Schnitterstellung, bei der anhand eines Schiebereglers eine Schnittposition auf dem zu vermessenden Werkstücks definiert werden kann, oder standardisierten Schnitterzeugungsmethoden (etwa entlang der Koordinatenachsen oder Vektoren, bedingt durch CAD-Kurven oder radial von einer axialen Regelgeometrie ausgehend) variiert werden.
Die Schnitte werden in einem Objekt sowohl als Referenz- als auch als Datenschnitt angelegt, die jederzeit miteinander verglichen werden können. Dieser Vergleich wird in 2D anhand von Fehlervektoren visualisiert. Auch hier können die Fehlerbeschriftungen variabel eingesetzt werden, um die genaue Daten-Referenz-Abweichung zu verdeutlichen. Die Auswertung kann anschaulich in einem sehr einfach zu bedienenden und flexiblen Report-Tool ausgegeben werden.
Diese Vergleichsanalyse gibt Kässbohrer die Möglichkeit, die Zulieferer schnell und flexibel auf etwaige Fertigungsungenauigkeiten hinzuweisen und dabei auf hochgenaue und nachvollziehbare Fehlerberichte zurückzugreifen. Im konkreten Fall bedeuteten die Ungenauigkeiten eine zu große Verdrehung der Stahlträger auf beiden Seiten des Kabinenkäfigs. Somit stand man vor der Herausforderung einer schnellen und toleranzgenauen Prüfung der gelieferten Stangenprofile.
Mithilfe der in Polyworks ausgewerteten Projekte und den Toleranzvorgaben der Konstruktion wurde eine passgenaue Prüflehre entwickelt. Die gelieferten Stangenprofile werden in diese Prüflehre abgelegt, wodurch eine zügige und den Vorgaben genügende Inspektion möglich ist. Durch die Untersuchung der verschweißten Einzelteile in der Prüflehre ist die Passgenauigkeit bezüglich der Toleranzvorgaben von Kässbohrer gewährleistet.
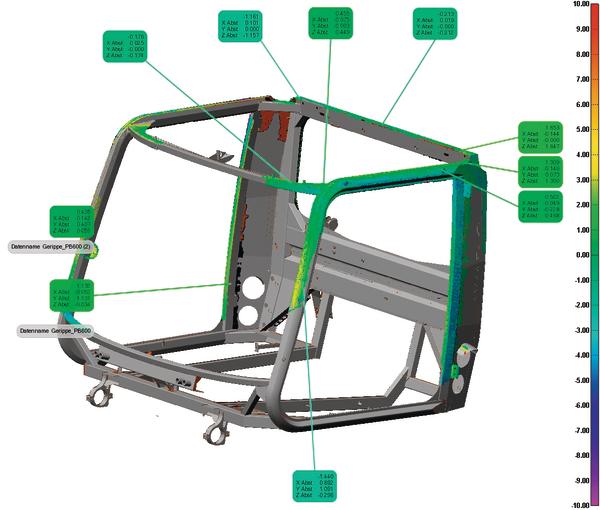
Der Zusammenbau der einzelnen Komponenten zu einem kompletten Käfig für das Fahrerhaus des Pistenbully 600 erfolgt durch Verschweißung in einer speziellen Schweißvorrichtung. Um danach eine sichere und präzise Analyse des vollständigen Fahrerhausgerippes durchführen zu können, muss zunächst das gesamte Gerippe im Verbund eingescannt werden. Aufgabe von Polyworks ist es, diese erfassten Daten verlässlich auf die CAD-Referenz der kompletten Fahrerkabine auszurichten.
Da es sich um (punktgenaue) Verschweißung handelt, bei der keine Geometrien wie Kreise, Zylinder oder Langlöcher zu beachten sind, bietet sich als zuverlässige Ausrichtung für die Analyse ebenfalls eine Best-Fit-Ausrichtung an. Falls von der Konstruktion gefordert, kann in Polyworks IM-Inspect ebenso eine Best-Fit-Ausrichtung auf Basis unterschiedlich tolerierter CAD-Flächen genutzt werden. Dabei wird versucht, so viele Datenpunkte wie möglich innerhalb von definierten Toleranzzonen zu fitten. Ein erneuter Daten-/ Referenzvergleich visualisiert in Polyworks eventuelle Abweichungen des verschweißten Fahrerhausgerippes im globalen Koordinatensystem zum CAD. Erst durch diese Prüfung kann gewährleistet, werden, dass die Fahrerkabine den vorgegebenen Spezifikationen entspricht und dass sowohl Beplankung als auch Interieur passgenau installiert werden können. ■
Unsere Webinar-Empfehlung

Erhalten Sie bei den Quality Days einen Einblick in die aktuellen Trends und neuesten Lösungen rund um die Qualitätssicherung. Diesmal steht das Thema „Optische Messtechnik" im Mittelpunkt.
Teilen:





{kind=link}