


Mit der Integration unterschiedlicher Prozessschritte auf einer Maschine lässt sich in der Fertigung die Produktivität deutlich steigern, insbesondere im Hinblick auf Rüst- und Durchlaufzeiten. Gleiches ist auch in der Messtechnik möglich: Die Zusammenführung unterschiedlicher Messaufgaben auf einer Maschine hilft, möglichst den gesamten Prozess in einem automatisierten Ablauf zu realisieren. So lassen sich auch auf einer Messmaschine Rüst- beziehungsweise Umspannzeiten einsparen und Durchlaufzeiten reduzieren. Die Präzisionsmesszentren von Klingelnberg (AMB: Halle 5, Stand C80) folgen diesem Ansatz konsequent. Die Verknüpfung unterschiedlicher Messaufgaben aus den Bereichen Koordinaten- und Verzahnungsmessung in Verbindung mit der Form- und Rauheitsmessung macht es möglich, selbst bei der vollständigen End-of-Line-Prüfung wellenförmiger Bauteile alle Aufgaben in einem automatisierten Ablauf abzuarbeiten.
Neben der Verzahnungsmessung halten die Präzisionsmesszentren des Unternehmens eine Vielzahl weiterer Messaufgaben bereit. Der spezielle Aufbau mit drei hochgenauen Linearachsen und dem Präzisionsrundtisch bietet die ideale Voraussetzung für zusätzliche Anwendungen. Die Lagerung des Präzisionsrundtisches weist eine radiale Drehführungsabweichung von unter 0,2 µm (optional) auf und besitzt somit eine für die Formprüfung geeignete Genauigkeit. Hinzu kommt ein hochgenaues Tastsystem, das optimal auf die Anforderungen der Verzahnungs-, Form- und Koordinatenmessung abgestimmt ist.
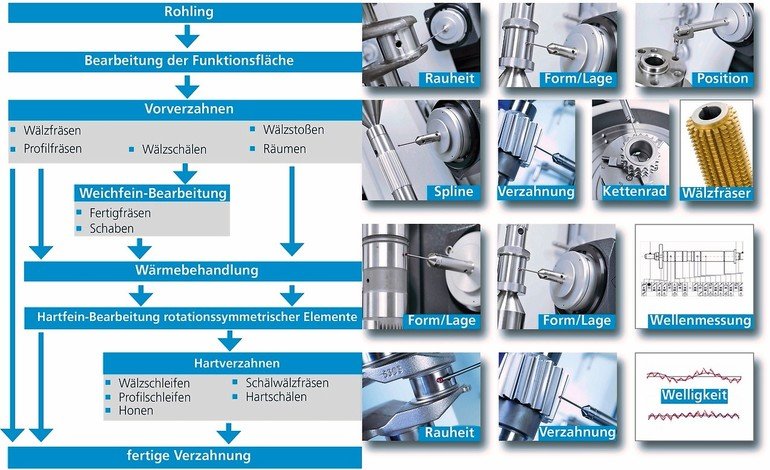
So sind die Voraussetzungen erfüllt, um nahezu alle Messaufgaben an rotationssymmetrischen Bauteilen durchzuführen – und das an jedem Punkt in der Prozesskette. Vor dem Verzahnungsfräsen kann der Rohling bereits komplett mit allen relevanten Merkmalen vermessen werden. Dabei lassen sich sowohl dimensionale Messaufgaben als auch Formmessaufgaben integrieren. Gleiches gilt natürlich auch für die Bearbeitung der Formelemente nach der Wärmebehandlung und vor der Hartfein-Bearbeitung der Verzahnung.
Zusätzlich zu der klassischen Verzahnungsmessung lassen sich auch die eingesetzten Werkzeuge vermessen. Hinzu kommt nach der Hartfein-Bearbeitung die Messung der Welligkeit auf den Zahnflanken. Diese hochgenaue Erfassung der Welligkeiten ist möglich, da die Formmessfähigkeit ein wesentlicher Bestandteil der P-Baureihe ist. Mit der entsprechenden Auswertesoftware „Abweichungsanalyse“ können Geräuschphänomene wie zum Beispiel sogenannte Geisterfrequenzen analysiert und wichtige Informationen zu deren Vermeidung gewonnen werden.
Rauheitsmessung auf einem Klingelnberg Präzisionsmesszentrum bietet mehrere Vorteile. Die hochgenauen Achsen des Messgerätes stehen zur Positionierung des Rauheitstastsystems zur Verfügung. Die Messung kann somit immer an exakt derselben Stelle durchgeführt werden. Darüber hinaus lässt sich die Rauheitsmessung in den Messablauf integrieren. In Verbindung mit einem automatischen Tasterwechsler entfallen Rüst- und Einrichtzeiten vollständig.
Klingelnberg verwendet für die Rauheitsmessung ein Gleitkufen-Tastsystem. Somit ist die Bezugsebene für das Messergebnis die Oberfläche des Bauteils und nicht die Vorschubachse der Maschine. Die Kufe selbst weist einen großen Radius auf, sodass die Messergebnisse nicht durch die Bezugsebene verfälscht werden können. Die Kufe mit der Tastspitze ist drehbar gelagert. Die Drehung in die Messposition erfolgt automatisch und wird durch die Messsoftware gesteuert. Auf diese Weise können an einer Verzahnung beide Zahnflanken ohne manuellen Rüstaufwand mit einem Taster gemessen werden.
Auch komplette Wellen lassen sich
in derselben Aufspannung messen
Darüber hinaus ist es möglich, in derselben Aufspannung auch Geometrieelemente wie etwa die Welle, auf der das Zahnrad sitzt, direkt mitzumessen. Durch diesen Aufbau lassen sich unterschiedliche Verzahnungen und Lagersitze an einem Bauteil in einer Aufspannung prüfen. Dabei werden die üblichen Kenngrößen der Rauheitsmessung ausgegeben.
Auf Präzisionsmesszentren von Klingelnberg wird die Rauheitsmessung auf evolventischen Zahnflanken wälzend durchgeführt. Dabei führen, wie bei der Verzahnungsmessung, die C- und die X-Achse eine gekoppelte Bewegung aus. So wird die gekrümmte Zahnflanke relativ zum Tastsystem in eine Ebene überführt, wodurch die Tastspitze immer in einem rechten Winkel zur vermessenen Oberfläche steht.
Bei der P 65 wurde die bewährte Technologie der P-Maschinen gezielt weiterentwickelt, um die hohen Anforderungen an die Messgenauigkeit bei der Komplettvermessung von rotationssymmetrischen Präzisionsbauteilen zu erfüllen. Über die technischen Funktionen hinaus wird nicht nur bei Bearbeitungs-, sondern auch bei Messmaschinen die Bedienbarkeit und Ergonomie immer wichtiger. Aus diesem Grund hat Klingelnberg das Design und die Ergonomie seiner Produktpalette grundlegend überarbeitet und vereinheitlicht.
Neben der Verzahnungsmessung gewinnen die Koordinaten- und Formmessaufgaben bei der Komplettmessung auf den Maschinen der P-Baureihe zunehmend an Bedeutung. Dabei spielt das Tastsystem eine besondere Rolle. Für eine Vielzahl von Messaufgaben ist ein 3D-Tastsystem erforderlich, welches in allen Koordinatenrichtungen gleiche Eigenschaften bezüglich Genauigkeit, Dynamik und Antastverhalten aufweist – und einen großen linearen Messbereich bei paralleler Auslenkung gewährleistet. Für hochgenaue Formmessaufgaben sind zusätzliche Eigenschaften wie geringe Antastkraft und höchste Auflösung erforderlich. Bei der Verzahnungsmessung ist darüber hinaus besonders wichtig: die Auslenkrichtung gezielt beeinflussen zu können.
Um diese unterschiedlichen Aufgaben zu erfüllen, hat Klingelnberg eine spezielle Kinematik entwickelt, die in den 3D-Tastsystemen eingesetzt wird. Eine Besonderheit dieser Kinematik ist die geringe bewegte Masse, die darüber hinaus auch in allen drei Koordinatenrichtungen identisch ist. Dadurch wird die Auslenkung der Tastkugel mit hoher Dynamik verlustfrei auf die integrierten Längenmesssysteme übertragen. Diese Längenmesssysteme, mit einer Auflösung von weniger als 0,004 µm, arbeiten nach dem gleichen optisch-interferentiellen Messverfahren wie die Systeme in den Messachsen. Durch die hochdynamische, speziell auf dieses Verfahren abgestimmte Signalverarbeitung werden alle Messsysteme inklusive des 3D-Tastsystems synchron ausgelesen und weiterverarbeitet.
Die Kombination aus diesem kinematischen Aufbau, den hochgenauen Messsystemen und der Echtzeit-Signalverarbeitung gewährleistet ein lineares, hysteresefreies Übertragungsverhalten, das insbesondere beim dynamischen 3D-Scanning mit hoher Auflösung erforderlich ist. Somit können auch feinste Formabweichungen im Nanometerbereich erfasst werden, die zum Beispiel bei der Verzahnungs-Geräuschanalyse, aber auch bei vielen Formmessaufgaben relevant sind.
Thermische Entkopplung
von der Umgebungstemperatur
Die Möglichkeit, mit der P-Baureihe direkt in der Produktion zu messen, nutzen Kunden von Klingelnberg bereits seit über zehn Jahren. Die Entwicklung der P 65 wurde konsequent darauf ausgerichtet, die dazu erforderlichen Eigenschaften weiter zu verbessern. Entsprechend umhüllt die neue Maschinenverkleidung die gesamte Maschine jetzt komplett. Damit wird eine bessere thermische Entkopplung der für die Geometrie der Maschine relevanten Maschinenkomponenten von der Umgebungstemperatur erzielt.
Für die Entkopplung gegen Bodenschwingungen hat Klingelnberg die integrierte Schwingungsisolierung, die bei den Maschinen P 26 und P 40 bereits seit einigen Jahren eingesetzt wird, auf die P 65 übertragen. Durch umfangreiche FE-Berechnungen ließ sich die Maschinenstruktur so gestalten, dass die für Maschinen in Ständerbauweise optimale Aufstellung auf drei Luftfedern (Dreipunkt-Lagerung) jetzt auch für die P 65 genutzt werden kann. Dank dieser Art der Schwingungsisolierung ist für die P 65 keine aufwändige schwingungsisolierte Plattform mehr nötig – und dies bei gleichzeitig deutlich verbesserter Ergonomie.
Denn die neue Positionierung des Gegenhalters und des Containers sorgen für einen besseren Zugang zur Werkstück-Achse. Dadurch wird das Be- und Entladen, Aufspannen und Fixieren des Werkstücks erleichtert. Dank einer optimierten Achslagenbestimmung ist zudem eine genaue Ausrichtung des Werkstücks nicht mehr nötig. Somit entfällt auch die dazu bisher erforderliche pneumatische Tischanhebung. ■


Die Autoren
Dr. Christof Gorgels
Bereichsleiter
Präzisionsmesszentren
Georg Mies
Leiter Entwicklung
Präzisionsmesszentren
Klingelnberg

Webhinweis
Wie Klingelnberg taktile und optische Messtechnik miteinander kombiniert, sehen Sie in diesem Video des Unternehmens: http://hier.pro/CdlOD

Hier finden Sie mehr über:






{kind=link}