
Tribologische Funktionsflächen, die beim Honen oder Finishen entstehen, erfordern eine Auswertung, die weit über die Ermittlung des arithmetischen Mittenrauwerts hinausgeht. Um Aussagen über die Oberflächenbeschaffenheit nach entsprechender Bearbeitung treffen zu können, müssen zusätzlich zumindest Parameter wie die reduzierte Spitzenhöhe und die reduzierte Riefentiefe ermittelt werden. Die Messtechnik dafür funktioniert berührungslos.
Taktile Messverfahren stoßen an ihre Grenzen, wenn Oberflächen keine homogene Struktur beziehungsweise Strukturrichtung aufweisen. Eine etablierte Methode für die Bewertung einer solchen Oberfläche ist deren Aufnahme mittels Rasterelektronenmikroskop (REM) und anschließender Auswertung. Die Nachteile sind zum einen die aufwendige Probenpräparation und die somit nicht zerstörungsfreie Messung. Zum anderen bietet diese Methode nur die Möglichkeit der bildlichen Auswertung, nicht jedoch die Erfassung von 3D-Daten.
Optische Messgeräte eignen dazu, Messaufgaben an inhomogenen Oberflächen zu lösen, wenn die Rückführbarkeit auf anerkannte Normen gewährleistet ist. Solange es keine rückführbaren Flächennormale gibt, muss die Rückführbarkeit über zweidimensionale Raunormale hergestellt werden, um eine Basis für die korrekte flächenhafte Aufnahme von Messdaten zu schaffen.
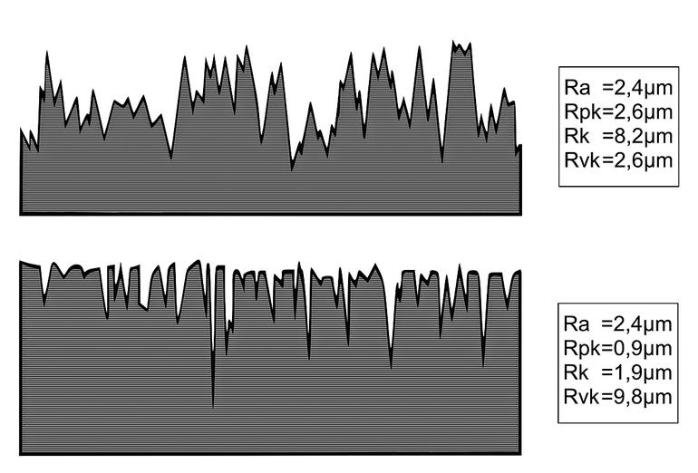
So können gehonte Zylinder, gefinishte Lageroberflächen für Motoren sowie Common-Rail-Injektor-Komponenten oder Sensormembranen wahlweise nach werksinternen spezifischen Normen der Automobil- und Zuliefererindustrie überprüft oder durch Parameter wie die reduzierte Spitzenhöhe (Rpk) und die reduzierte Riefentiefe (Rvk) bewertet werden. Wobei Rpk die Höhe des flächengleichen Dreiecks A1 und Rvk die Höhe des flächengleichen Dreiecks A2 in der Abbott-Kurve darstellt. Um Rpk, Rvk und den Kernrautiefenwert Rk auszuwerten, bedarf es einer genauen Aufnahme der Oberflächen-Topologie mittels entsprechender Messtechnik.
Technologische Grenzen überwinden
Bisher stößt die optische Messtechnik im Bereich der Weißlicht-Interferometrie und Konfokal-Messtechnik an ihre Grenzen, wenn Messartefakte auftreten. Diese haben einen direkten und unmittelbaren Einfluss auf die Werte von Rpk und Rvk. Der arithmetische Mittenrauwert Ra bleibt dagegen weitestgehend unberührt von solchen Ausreißern innerhalb der Einzelmessstrecke.
Der Mittenrauwert unterscheidet weder Spitzen noch Riefen. Ebenso wenig kann an Hand dessen eine Aussage über verschiedene Profilformen getroffen werden, da die Definition von Ra auf einer starken Mittelwertbildung beruht.
Die Unterscheidung von plateauartigen Oberflächen mit definiertem Ölrückhaltevolumen zu scharfkantigen Geometrien erfährt mit taktilen Messgeräten seine Grenzen. Bei Tests an geschliffenen nicht gefinishten Oberflächen stellte sich heraus, dass die Tastnadel durch Riefen über eine gewisse Strecke eingefangen wird, während sie von Spitzen abgelenkt wird.
Strukturierte Beleuchtung für reale Messergebnisse
Das Messverfahren der strukturierten Beleuchtung (Structured Illumination Microscopy, SIM) von Confovis arbeitet nach dem Konfokal-Prinzip. Es reduziert Speckle- und Kohärenzeffekte jedoch durch den Verzicht auf einen Laser. Dadurch ist eine artefaktfreie Messung möglich. Bei der Strukturierten Beleuchtung wird ein Gitter mittels getakteter LEDs phasenverschoben auf die Bauteil-Probe abgebildet und aufgenommen. Anschließend wird der Kontrast, der genau dann maximal ist, wenn die Oberfläche in der Fokuslage ist, ausgewertet.
Um die gesamte Topographie des Werkstücks zu bestimmen, wird dieses in Fokusrichtung verfahren. Es werden dabei optische Schnitte erzeugt, die anschließend verwendet werden, um eine 3D-Punktewolke zusammenzusetzen. Die Punktewolke enthält ausschließlich real aufgenommene Messpunkte. Die Confovis-Software füllt weder Messdaten auf noch glättet sie Messpunkte nachträglich. Dem Anwender stehen die Messwerte somit unverfälscht zur Verfügung. Ein Fakt, den immer mehr Kunden zu schätzen wissen, da bei anderen Messgeräten die nicht erfassten Datenpunkte meist softwareseitig aufgefüllt werden.
Kombiniertes Messverfahren sorgt für zusätzliche Informationen
Neben dem Konfokal-Messverfahren nutzt Confovis zusätzlich die Fokusvariation (FV), um Werkstücke oder Werkzeuge umfangreich vermessen zu können. Die Fokusvariationsmessung ermöglicht die Aufnahme und Auswertung von steilen Flanken. Aufgrund des Arbeitsprinzips ist die Analyse von spiegelnden Oberflächen und von feinen Rauheiten mittels FV nicht möglich, so dass hier mittels SIM gemessen wird.
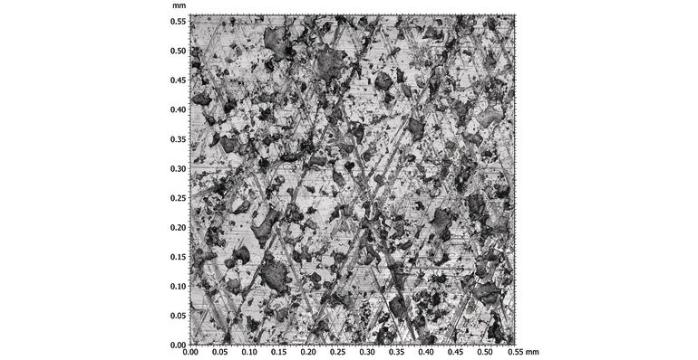
Am Beispiel einer gehonten Zylinderoberfläche mit stark poriger Struktur kann durch das Arbeitsprinzip der FV die Oberfläche mit einer Extended–Focus-Aufnahme zerstörungsfrei aufgelöst werden. Bei dieser Aufnahme werden Einzelaufnahmen unterschiedlicher Fokussierung zu einer Abbildung mit erweiterter Schärfentiefe zusammengesetzt. Zusätzlich wird der Dynamikumfang bei der Bildaufnahme erhöht und somit der Bildkontrast signifikant verbessert. Dadurch wird eine vergleichbare Bildqualität wie bei einer REM-Aufnahme erreicht. Außerdem wird die plateauartige reflektierende Struktur durch die Strukturierte Beleuchtung aufgenommen.
Neben der rein visuellen Auswertung des Bildes, die mit einer REM-Aufnahme der Oberfläche in ihrer Qualität vergleichbar ist, ergeben sich weitere umfangreiche Auswerte-Möglichkeiten, da dem Anwender eine 3D-Punktewolke zur Verfügung gestellt wird. Das Confovis Messsystem hat eine axiale Auflösung von 3 nm und eine laterale Auflösung von 300 nm. Somit ist es möglich die Oberflächenstrukturen präzise zu quantifizieren. Die Analyse-Software Mountainsmap ermöglicht unter anderem die Berechnung von Kontur- und Volumenparametern, Profilschnitten, Texturrichtung sowie Auswertungen nach den entsprechenden Normen.
Neben den Parametern Rk, Rpk und Rvk, die die 2D-Beurteilung von Kernbereich, Spitzenbereich und Riefenbereich ermöglichen, stehen dem Anwender bereits die Flächenwerte Sk, Spk und Svk entsprechend der DIN EN ISO 25178 zur Verfügung. Bei vielen tribologischen Funktionsoberflächen werden niedrige Rpk-Werte und größere Rvk-Werte angestrebt. Dies beschreibt eine plateauartige Oberfläche mit tiefen Riefen, wie sie etwa der Motorenbau verlangt. Aus dem Svk-Wert kann direkt das Ölrückhaltevolumen bestimmt werden.
Die von der Physikalisch-Technischen Bundesanstalt hergestellten und zertifizierten Raunormale gemäß DIN EN ISO 4287 ermöglichen dem Anwender eine Vergleichbarkeit zu konventionellen Systemen. ■
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Teilen:






{kind=link}