

In industriellen Anwendungsbereichen wie dem Maschinen- und Anlagenbau, der Energieerzeugung und Präzisionsindustrie gehört die Verzahnung zu einer der wichtigsten Komponenten. Aber auch in den Bereichen Fahrzeugbau und Luftfahrt sind hochgenaue Verzahnungen unterschiedlicher Größe und Ausprägung essentieller Bestandteil der Kraftübertragung sowie Wandlung von Drehmoment und Drehzahl zwischen Motor und Achse. So hängt zum Beispiel die Haltbarkeit und Effizienz unterschiedlicher Getriebearten wie dem klassischen Stirnradgetriebe oder dem Planetenradgetriebe insbesondere von der Qualität der verbauten Verzahnungen ab und erfordert daher eine hochgenaue und reproduzierbare dimensionale Prüfung.
Die taktile Inspektion von Verzahnungen mittels Einzelpunktantastung oder Scanning ist ein bewährtes Prüfverfahren. Da die Inspektion in der Regel jedoch wesentlich mehr Zeit in Anspruch nimmt als der Fertigungszyklus, ist die taktile Inspektion zwar eine passende Lösung für eine Musterinspektion, stößt aber an ihre Grenzen, wenn es um die Steuerung der Fertigung geht.
Unter idealen Umständen wäre der Inspektionsprozess soweit im Gleichlauf mit der Fertigung, dass eine bessere Fertigungssteuerung möglich wäre. Die von Hexagon Manufacturing Intelligence entwickelte Produktreihe der interferometrischen optischen Sensoren verändert die Art und Weise, wie Messtechnik im Qualitätssicherungsprozess eingesetzt werden kann, grundlegend. Wo in der Vergangenheit die Hardware auf individuelle Teilmerkmale zielte, erfasst heute ein Sensor alle Details und die Software zielt auf die individuellen Merkmale.
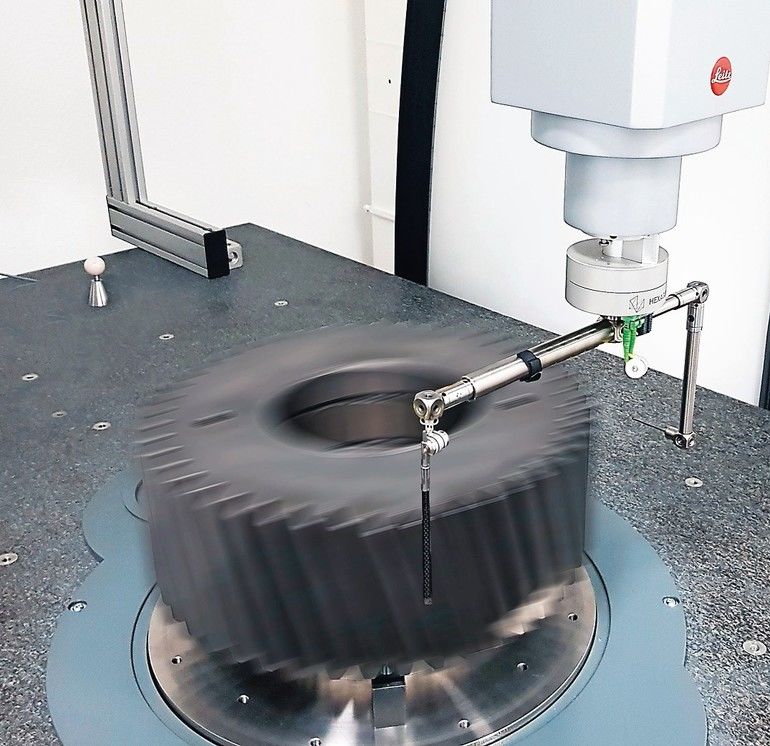
Der optische Sensor HP-O Hybrid erlaubt den nahtlosen Wechsel zwischen taktiler und optischer Messung innerhalb einer Messroutine. Als interferometrischer Abstandssensors mit einer Auflösung von 0,003 μ und einem Messpunktdurchmesser von 11 μm misst der HP-O Hybrid metallische, technische Oberflächen und ist unempfindlich gegen Änderungen des Umgebungslichts. Das macht ihn zum idealen Sensor für das Erfassen von hochdichten Daten.
Die neue optische Lösung erfasst das Oberflächenprofil der Verzahnung mit dem optischen Punktsensor während einer Rotation des Drehtischs. Im Vergleich zur taktilen Lösung werden die Prüfmerkmale dabei im Anschluss von der Software extrahiert und müssen nicht mehr separat vom Koordinatenmessgerät angesteuert werden. Somit wird wesentlich schneller eine größere Datenmengein vergleichbarer Genauigkeit erfasst. Sowohl die Teilungspunkte als auch die Rundlaufabweichung können somit aus einem einzigen Scan extrahiert werden. Aufgrund einer Datenrate von 1.000 Punkten pro Sekunde (im Gegensatz zu einem Punkt pro Sekunde bei der taktilen Einzelpunktantastung) und der dynamischen Rotation des Bauteils durch den hochgenauen Drehtisch, wird der zeitaufwändigste Teil im Messprogramm drastisch verkürzt.
Um das Potential des HP-O Hybrid Sensors optimal auszuschöpfen, wird ein Koordinatenmessgerät mit geeigneter Präzision, entsprechender Dynamik und vier Achsen benötigt. Der optische Sensor lässt sich dann sowohl im Einzelpunkt-Modus, im kontinuierlichen Scanmodus oder dem sensorspezifischen Spin-Scan-Modus für die Erfassung rotationssymmetrischer Merkmale einsetzen.
Im Spin-Scan-Modus steht der Sensor fest, während das Bauteil auf dem Drehtisch schnell gedreht wird. Ein wesentlicher Vorteil dieser Methode gegenüber einer taktilen Lösung ist, dass nur die Oberflächenpunkte erfasst werden, die im Messbereich des Sensors liegen. Die Merkmale der Bauteile können schnell und einfach programmiert und erfasst werden, was die Zykluszeiten minimiert.
Sofortiges Umschalten zwischen taktilem
und optischem Sensor ohne Rekalibrierung
Die Messung der Profil-und Flankenlinien-Formabweichung kann aufgrund der erschwerten Zugänglichkeit in der Regel nicht mit dem optischen Sensor erfolgen. Aus diesem Grund kommt die klassische taktile Messmethode zum Einsatz. Der Wechsel vom optischen Sensor auf einen Taster bedarf keines Taster- oder Sensorwechsels. Ein sofortiges Umschalten zwischen den beiden Messmethoden ist ohne Rekalibrierung möglich.
Diese Kombination von unterschiedlichen Technologien – ein ultrahochgenaues 4-Achsen-Koordinatenmessgerät, ein HP-O Hybrid-Sensor mit Spin-Scan-Modus sowie die Quindos-Software – ergibt eine durchsatzstarke und hochpräzise Lösung, die Gesamtzykluszeiten um bis zu 50 % verkürzen kann. Eine derart grundlegende Veränderung im Messverfahren ermöglicht es, Messtechnik an den Produktionstakt anzupassen und verbessert somit wesentlich den Durchsatz in der Fertigung. ■
Hexagon Manufacturing Intelligence
Hexagon Metrology GmbH
Siegmund-Hiepe-Str. 2–12
35578 Wetzlar
Tel. +4964412070
www.hexagonmi.com
Verzahnungsmessung auf dem Koordinatenmessgerät
Spezialmesssysteme waren lange Zeit die einzige Möglichkeit, Fertigungsfehler an Verzahnungen aufzudecken. Seit es möglich ist, Verzahnungsmessungen mit einem Koordinatenmessgerät – einem wesentlich flexibleren und vergleichsweise kostengünstigen Hilfsmittel – zu automatisieren, können heute praktisch alle Unternehmen, die Bedarf haben, solche Messungen selbst vornehmen. Ein weiterer Vorteil ist, dass viele Betriebe ohnehin über ein automatisches Koordinatenmessgerät verfügen, sodass die Messung von Verzahnungen nur eine neue Anwendung dafür ist. Die PC-DMIS Gear Messsoftware von Hexagon ist zur Inspektion unterschiedlicher Arten von Zahnrädern geeignet, darunter gerad- und schrägverzahnte Stirnräder sowie gerad- und bogenverzahnte Kegelräder. Für jedes dieser Zahnräder existieren eigene Definitionen, Algorithmen, Inspektionsanforderungen und Grafiken für Messprotokolle. Zahnräder lassen sich genau wie herkömmliche Werkstücke aufspannen, ausrichten und mit dem Koordinatenmessgerät auf der Arbeitsfläche prüfen. Zur Inspektion können taktile Sensoren, analoge scannende Sensoren und optische Sensoren eingesetzt werden.

Webhinweis
In diesem Video zeigt Hexagon, wie die HTA-Lösung (High Throughput and Accuracy) für Getriebekomponenten funktioniert: http://hier.pro/fM5It







{kind=link}