


Für Oberflächenmessungen werden vornehmlich noch taktile Messgeräte eingesetzt. Eine Alternative ist die Weißlicht-Interferometrie. Sie ermöglicht meist kurze Messzeiten, bietet eine hohe Reproduzierbarkeit und arbeitet berührungslos. Dadurch eignet sie sich auch für weiche Materialien, die durch taktile Verfahren beschädigt werden könnten, sowie für Oberflächen mit unterschiedlicher Beschaffenheit.
Eine typische Anwendung der Weißlicht-Interferometrie ist die Messung mikroskopisch winziger Strukturen innerhalb eher kleiner Gesichtsfelder mit Abmessungen, die typischerweise bei wenigen Quadratmillimeter liegen. Dabei sind in der Regel maximale vertikale Verfahrwege von etwa 500 µm bis 2 mm üblich.
Mikroskopisch hohe Auflösung muss nicht sein
Vielen Anwendungen im Bereich der Qualitätskontrolle ist damit aber nicht gedient. Da hier häufig Ebenheiten, Parallelitäten, Winkel zwischen mehreren Flächen oder Stufenhöhen geprüft werden müssen, ist die flächenhafte, mikroskopisch hohe Auflösung nicht notwendig. Hohe Genauig-keiten in vertikaler Richtung bei gleichzeitig großem Messfeld dagegen sind durchaus gefordert.
Für solche Anwendungen bietet heute die Weißlicht-Interferometrie passende Lösungen. Im Gegensatz zu anderen optischen Verfahren ist bei ihr die Messunsicherheit in vertikaler Richtung jedoch nahezu unabhängig von der Messfeldgröße.
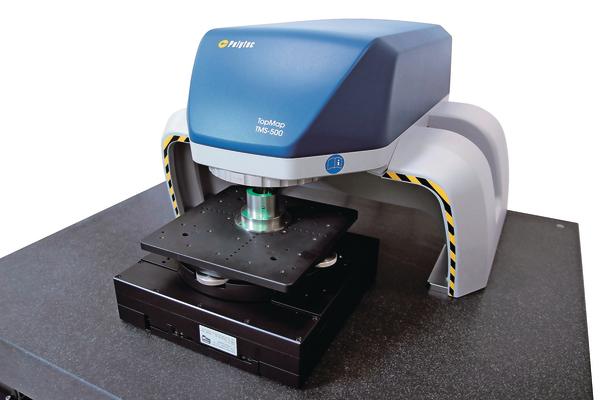
Polytec beispielsweise hat mit den Topmap Topographie-Messsystemen Weißlicht-Interferometer im Programm, die sich zur schnellen und einfachen Messung ganz unterschiedlicher, präzisionsgefertigter Oberflächen in der industriellen Qualitätskontrolle sowie auch für Anwendungen in Forschung und Entwicklung eignen. Sie ermöglichen die Messung mit großen Gesichtsfeldern und gleichzeitig interferometrischer Genauigkeit in vertikaler Richtung. Dabei können auch tief liegende Flächen erreicht und fast bis zum Rand charakterisiert werden, zum Beispiel die Flächen in einem Hohlzylinder oder in tiefer liegenden Bohrungen. Da sich große vertikale Messbereiche realisieren lassen, sind auch die realisierbaren Messvolumina entsprechend groß.
So arbeitet beispielsweise das neueste Messsystem, TMS-500 Topmap, mit einem vertikalen Messbereich von bis zu 70 mm bei einem Gesichtsfeld von standardmäßig circa 43 auf 32 mm. Mit der Stitching-Funktion und einem optionalen xy-Positioniertisch zum Verfahren der Probe lässt sich das Messfeld sogar auf knapp 230 auf 220 mm erweitern. Innerhalb des Messfelds werden Stufenhöhen von bis zu 70 mm mit einer Wiederholgenauigkeit im Nanometerbereich gemessen. Bei einer nominellen Stufenhöhe von 5 µm beispielsweise liegt diese bei 0,008 µm, bei 50 mm immer noch bei beachtlichen 0,18 µm.
Anders als bei den konventionellen taktilen Verfahren sorgt dabei die flächenhafte Messung dafür, dass keine wichtigen Details übersehen werden, denn im Gegensatz zur punktweisen Abtastung eines taktilen Sensors, der zeitaufwändige Einzelmessungen zu einem Linienprofil und Linienmessungen zu einem Flächenprofil ergänzen muss, erfasst der optische Sensor flächenmäßig Millionen von Messpunkte in einer einzigen Messung. Das große Messfeld begünstigt zudem kurze Messzeiten. Und bei Bedarf lassen sich auch mehrere kleine Objekte gleichzeitig prüfen, etwa Zahnräder für mechanische Präzisionsuhren.
Für fast alle Oberflächen geeignet
Die Oberflächenreflektivität spielt dabei eine eher untergeordnete Rolle, auch bei „schwierigen“ Oberflächen ist eine zuverlässige Messung garantiert. So sind unterschiedliche Reflektivitäten, wie zum Beispiel bei einer Münze, kein Problem. Hier hilft das sogenannte Smart Surface Scanning weiter: Es funktioniert ähnlich wie die HDR-Fotografie (High Dynamic Range): Messungen mit unterschiedlichen Belichtungszeiten werden so kombiniert, dass für alle Bereiche des Messobjektes ein optimales Messsignal erreicht wird. Bei den Interferometrie-Messgeräten lässt sich auf diese Weise trotz großer Intensitätsunterschiede des zurückreflektierten Lichts die Oberfläche des Messobjekts genau überprüfen. Zudem ermöglicht ein Filterrad mit drei Graufiltern (100 %, 12,5 % und 2 %) die Anpassung an unterschiedlich reflektierenden Objektoberflächen.
In der industriellen Fertigung kann durch die Integration von Bildverarbeitungsverfahren der Prozess der Gut/Schlecht-Erkennung weiter vereinfacht werden. Die Bildverarbeitung erkennt zu Beginn der Messung, wie die Probe liegt. Bei vielen Objekten kommt man so ohne (aufwendige) Probenhalterung aus, da die hinterlegten Masken oder Profilschnitte automatisch positioniert werden. Für die Qualitätsbeurteilung ist damit kein Spezialwissen erforderlich.
Für die Kontrolle von Proben mit unterschiedlichen Höhenwerten steht der hardwareseitig integrierte Fokusfinder zur Verfügung. Er vereinfacht und beschleunigt den Messprozess erheblich, weil das Messgerät den für die Messungen relevanten Interferenzbereich innerhalb des kompletten Verfahrbereichs automatisch ansteuert.
Das Messsystem eignet sich für eine produktionsnahe Stichprobenkontrolle ebenso wie für den Einsatz direkt in der Linie, beispielsweise in der Präzisionsfertigung von Automobil-, Werkzeug- oder Spritzguss-Industrie. In diesem Fall können Messkopf, Controller und PC getrennt voneinander montiert werden. Für eine zuverlässige Schwingungsentkopplung sind als Zubehör druckluftbetriebene Dämpfer oder Systeme mit Piezoaktoren erhältlich. Beim Einsatz direkt in der Produktionslinie profitiert man besonders von der offenen Software-Architektur. Die Topmap-Systeme sind über Standard-Schnittstellen aus anderen Applikationen fernsteuerbar und lassen sich mithilfe einfach zu erstellender Add-Ins leicht in automatische Prozessabläufe integrieren.
Ein typisches Anwendungsbeispiel aus dem Automobilbereich: In der Herstellung von Arbeitskolben für Pkw-Stoßdämpfer müssen trotz hohem Durchsatz kleine Toleranzen bei Form und Oberflächenparametern eingehalten werden. Für taktile Messsysteme ist es aufgrund der unterbrochenen Form des Werkstücks und der tiefen Lage der zu messenden Flächen schwierig, die notwendige Reproduzierbarkeit zu erreichen. Die Weißlicht-Interferometrie liefert mit hoher Wiederholgenauigkeit in wenigen Sekunden die Topografie der gesamten Flächen.
Polytec Halle 1, Stand 1813
Mehr zum Thema Messe Control
Teilen:







{kind=link}