

Für die Qualitätssicherung produzierender Unternehmen ist eine fähige Messtechnik essenziell. Zum Monitoring und zur Regelung von Prozessen jedoch muss die eingesetzte Messtechnik zusätzlich noch erhöhte Anforderungen an die Messgeschwindigkeit erfüllen. Insbesondere bei der 100%-Prüfung geben die Taktzeiten die zur Verfügung Zeit für die Messung vor.
Niels König, Fraunhofer IPT Dr. Frank Depiereux, Fionec
Taktile Sensoren wie zum Beispiel Tastschnittsysteme für die Rauheitsmessung oder Formtester stoßen hierbei oft an Ihre Grenzen, da bei zu hohen Vorschubgeschwindigkeiten die Taster der Oberfläche nicht mehr konturgetreu folgen. Optische Sensoren dagegen bieten das Potenzial, mit hohen Geschwindigkeiten Geometrien und Abstände zu messen. So sind etwa chromatisch-konfokale Punktsensoren, Weißlichtinterferenz- oder Konfokale Mikroskope für die Oberflächenmessung am Markt etabliert. Für eine Integration in Produktionslinien sind sie wegen Ihrer Baugröße und mangelnder Flexibilität größtenteils ungeeignet.
Seitens produzierender Unternehmen existiert ein klarer Bedarf an schneller, produktionsnaher Messtechnik. Hierfür müssen in der Regel auf die jeweilige Messaufgabe angepasste Sondermesssysteme entwickelt werden, welche von Unternehmen der Messtechnikbranche jedoch nicht oder nur eingeschränkt angeboten werden.
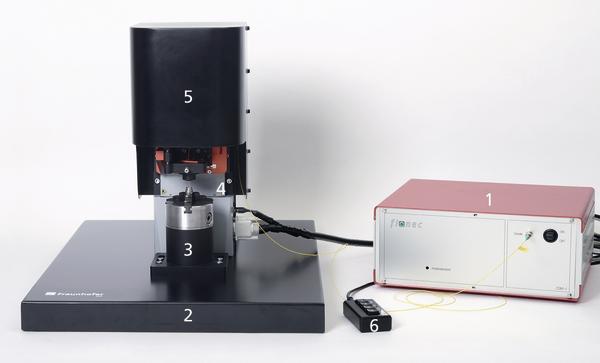
Das Fraunhofer IPT entwickelt daher Sondermesssysteme im Kundenauftrag. Als Basistechnologie werden hierfür faseroptische Abstandssensoren genutzt, da diese mit Sondendurchmessern ab 80 µm und einer optischen Glasfaser als Übertragungselement flexibel an verschiedenste Messaufgaben angepasst werden. Die Messsysteme werden in Kooperation mit der Fionec GmbH, Aachen, angeboten, die die Abstandsmesssysteme auch als Stand-Alone Lösung anbietet.
Das Messprinzip der faseroptischen Abstandssensoren basiert auf der kurzkohärenten Interferometrie und ermöglicht, ähnlich wie die Weißlichtinterferometrie, die absolute Abstandsmessung auch auf technischen Oberflächen. Durch die rein faseroptische Strahlführung bis zum Messobjekt können die Sensoren in kleinste Bauräume wie zum Beispiel Bohrungen eingeführt oder in Messvorrichtungen integriert werden. Die interferometrische Auswertung in der opto-elektronischen Auswerteeinheit ermöglicht Messunsicherheiten von unter 10 nm bei Messfrequenzen von bis zu 10 kHz.
Schnelle Rauheitsmesstechnik
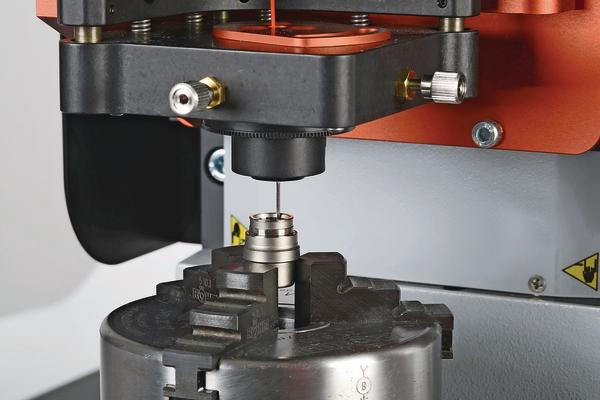
Als Beispiel für ein Sondermesssystem wird hier ein Rauheitsmesssystem vorgestellt, welches fionec und Fraunhofer IPT für einen deutschen Automobilzulieferer für die 100%-Prüfung von innengehonten Drehteilen entwickelt hat. Die Messung der Honstruktur ist insofern von Interesse, weil die Honbearbeitung in der Regel am Ende einer Kette verschiedener Zerspanungsprozesse als Finishing die funktionalen Eigenschaften eines Bauteils bestimmt, wie beispielsweise die Schmierungs-, Dicht- oder Laufeigenschaften einer Zylinderlaufbahn im Verbrennungsmotor. Für die Bewertung der Struktureigenschaften müssen die so genannten Kernrautiefen Rk sowie die Spitzen- und Riefenparameter Rpk beziehungsweise Rvk für plateauartige Oberflächen nach ISO 13565 bestimmt werden. Die Toleranzen im Sub-µm Bereich stellen auch hier erhöhte Anforderungen sowohl an die Fertigung als auch an die Messtechnik.
Für die 100%-Prüfung wurde des Weiteren die Integrierbarkeit in die Produktionslinie gefordert. Um die Zu- und Abführung der zu prüfenden Bauteile durch einen Roboter zu gewährleisten, wurde das System daher mit Schnittstellen ausgestattet, die das Starten der Messung sowie eine Rückgabe von iO- und niO-Zustand an den Roboter ermöglicht.
Für die Messung wird die Messsonde mit einer hochdynamischen Linearachse zunächst mit einer Geschwindigkeit von 100 mm/s in die Bohrung eingefahren und an die Messstelle angenähert. Der Profilschnitt der gehonten Fläche wird mit einer Abtastung von 1 µm und einer Verfahrgeschwindigkeit von 3 mm/s gemessen, wodurch die Messung um einen Faktor 6 schneller ist als eine taktile Rauheitsmessung mit einem Tastschnittsystem. Zusammenfassend betrachtet, ermöglicht die optische, und damit berührungslose Messung eine schnelle, verschleißfreie Messung.
Messung in Kühlschmierstoff
In dem vom BMBF geförderten Projekt ZOOM wurde ein faseroptischer Abstandssensor, ebenfalls basierend auf der kurzkohärenten Interferometrie, für die maschinenintegrierte Qualitätssicherung in eine Honmaschine der Firma Nagel integriert. Die Besonderheit hierbei war, dass auf zeit- und kostenintensive Waschprozesse zur Reinigung der zum Honen eingesetzten Kühlschmierstoffe verzichtet wurde und stattdessen der Sensor vollständig in KSS eingetaucht wurde. Der Sensor ist in einen Messkopf mit Linearvorschub integriert. Der Kopf wird in die Bohrung eingefahren, verspannt und von innen mit KSS geflutet, so dass sich ein homogenes Reservoir zwischen Sensor und Oberfläche bildet. Die Messung erfolgt durch Verfahren des Sensors mit dem KSS-tauglichen Linearvorschub der Fa. Mahr und gleichzeitiger Abstandserfassung. Diese Anordnung ermöglicht es, Honprofile maschinenintegriert und im Produktionstakt zu messen und sowohl eine Qualitätsprüfung als auch eine Prozessregelung vorzunehmen.
Die hier dargestellten Beispiele illustrieren die vielfältigen Einsatzmöglichkeiten der faseroptischen Abstandssensoren, die durch die kleine Bauform und Flexibilität leicht in jegliche Messanordnungen integrierbar sind. Weitere Anwendungen wurden bereits zur Formmessung auf kommerziellen Formtestern und Koordinatenmessgeräten sowie in speziellen Messköpfen für die Toleranzprüfung in beengten Profilnuten realisiert.
Fraunhofer IPT www.ipt.fraunhofer.de Halle 1, Stand 1502
Mehr zum Thema Messe Control
Teilen:







{kind=link}