


Das Stanznieten ist ein zweiseitiger Fügeprozess durch mehrere Materialschichten hindurch, bei dem ein Halbhohl- oder Hohlstanzniet von einer Seite eingestanzt und mit einer Matrize auf der anderen Seite aufgespreizt wird. Das Design des Niets und das der Matrize sind speziell auf die zu fügende Materialkombination abgestimmt. Dabei gibt es zwei wichtige Grundregeln: Der Nietprozess sollte vom härteren ins weichere Material stattfinden und von der dünneren in die dickere Materialschicht. Die unterste Lage sollte dabei mindestens ein Drittel der Gesamtdicke der Verbindung ausmachen. Ob eine Nietverbindung prozesssicher, verlässlich und korrosionssicher ist, lässt sich mit unterschiedlichen Verfahren feststellen:
Da ist als erstes die Schnittbildanalyse zu nennen. Mit der makroskopischen Analyse von Schnittbildern können Anwender das Innere einer Nietverbindung beurteilen und von außen nicht sichtbare Fehler identifizieren. Diese Methode wird sowohl in der Designphase als auch stichprobenartig während der Produktion angewendet, um sicherzustellen, dass Material und Prozess den definierten Kriterien entsprechen. Folgende Kriterien sind bei der Schnittbildanalyse relevant:
- Nietkopfendlage, also die relative Höhe des Nietkopfs zur Materialoberfläche
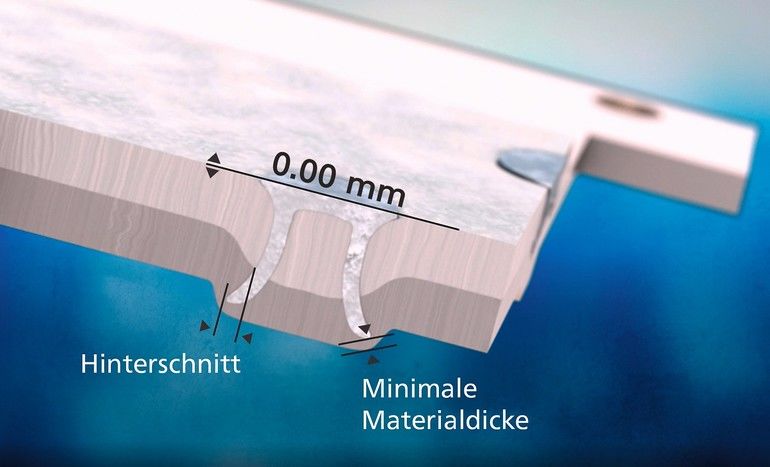
- Hinterschnitt beziehungsweise Aufspreizung des Niets und
- minimale Materialdicke in der untersten Schicht
In der Designphase werden Mindestanforderungen für diese Parameter definiert, bei denen die Verbindung ausreichend stabil ist. Häufig gelten bei Automobilherstellern bestimmte Standards und Spezifikationen. Bei der Schnittbildanalyse ist es wichtig, exakt durch die Mitte des Niets zu schneiden, um eine korrekte Messung sicherzustellen.
Zur Bündigkeit des Nietkopf
sind Toleranzen einzuhalten
Auch äußere Merkmale der Fügestelle geben Aufschluss über die Qualität der Verbindung. Ein wichtiger Indikator ist die Bündigkeit des Nietkopfs mit der Oberfläche: Dringt der Niet zu stark oder zu wenig in das Material ein, kann ein Qualitätsmangel vorliegen. Die Bündigkeit lässt sich zwar auch manuell messen, doch moderne Stanznietsysteme können Abweichungen bereits während des Prozesses automatisch feststellen. Variiert die Nietkopfendlage bei gleichen Prozessparametern, deutet das darauf hin, dass sich Einflussfaktoren im Prozess verändert haben und die Verbindung möglicherweise schwächer und anfälliger für Korrosion wird.
Während der Designphase wird ein Toleranzbereich für die Nietkopfendlage festgelegt, der normalerweise bei ± 0,2 mm liegt. Der Nietkopf darf also leicht erhaben oder versenkt sein. Wichtig ist, dass der Unterkopf vollen Kontakt zur Materialoberfläche hat. Die Bündigkeitsmessung ist eine Vergleichsmessung, die Abweichungen vom entwickelten Design aufzeigt.
Versagensbild der Zugfestigkeitsprüfung gibt
Hinweise auf mögliche Ursachen
Bei der Zugfestigkeitsprüfung wird eine einzelne Nietverbindung mit Mustermaterialien hergestellt. Dann wird die Verbindung Scher- oder Zugkräften ausgesetzt, bis sie nachgibt. Hält die Verbindung der erforderlichen Kraft nicht stand, gibt das Versagensbild Hinweise auf mögliche Ursachen:
- Ausknüpfen des Nietfußes: Der Nietfuß wird aus der untersten Lage gerissen. Das kommt häufig bei mehrlagigen Verbindungen vor, insbesondere wenn die untere Lage genauso dick oder dünner ist als die oberen Lagen oder wenn der Niet zu kurz ist.
- Ausknüpfen des Nietkopfs: Die obere Blechlage löst sich aus der Verankerung des Nietkopfes und reißt aus. Das bedeutet, dass die Nietverbindung bei gegebenem Nietkopfdurchmesser maximal stark ist und nur ein größerer Nietkopfdurchmesser dem Ausknüpfen der oberen Lage entgegenwirken kann. Das kommt vor allem bei zweilagigen Verbindungen vor, bei denen die obere Lage deutlich dünner ist als die untere.
Schließlich zeigt die Prozessüberwachung in Echtzeit Abweichungen vom definierten Prozess: Beim Nietprozess gibt es zwei Haupteinflussgrößen: Kraft (F) und Weg (s). Durch die Messung dieser Basisparameter in der Evaluationsphase lassen sich Referenzdaten für ein einwandfreies Fügeergebnis ermitteln. Dazu wird die sogenannte Kraftrückmeldung in einer Hüllkurve dargestellt, die erlaubte Abweichungen berücksichtigt. Die Überwachung der Prozessparameter während des Betriebs zeigt in Echtzeit, ob es Abweichungen vom definierten Prozess gibt.
Jeder Fügeprozess erzeugt dabei eine individuelle Kurve. Weicht diese zu stark von der Referenzkurve ab und befindet sich außerhalb der Hüllkurve, meldet das System einen Fehler. Trends und Veränderungen während der Produktion lassen sich so frühzeitig erkennen und dokumentieren. Henrob-Stanznietsysteme von Atlas Copco ermöglichen beispielsweise eine umfassende Prozessüberwachung. ■

Der Autor
Darius Schürstedt
Senior Application Expert für mechanisches Fügen Atlas Copco

Webhinweis
Mehr Infos zum Thema Qualitätssicherung beim Stanznieten gibt folgendes Video von Atlas Copco: http://hier.pro/gZOyQ

Hier finden Sie mehr über:







{kind=link}