


Das Herz des Volkswagenwerks Kassel mit seinen etwa 16 000 Mitarbeitern ist der Getriebebau. Rund ein Drittel der Belegschaft ist in diesem Bereich beschäftigt und sorgt dafür, dass täglich über 15 000 Getriebe, also rund 3,7 Millionen jährlich, in 16 verschiedenen Varianten konzernweit ausgeliefert werden. Aufgrund der Leitwerkfunktion für das „Geschäftsfeld Getriebe“ verfügt Volkswagen an diesem Standort auch über eine hohe Entwicklungskompetenz sowie das Vorserien-Center, in dem die Prototypen von neu entwickelten Getrieben aufgebaut werden.
Organisatorisch gehört das Vorserien-Center zur Planung Geschäftsfeld Getriebe, in der die Fertigungseinrichtungen für Getriebe sowie für Hybrid- und Elektroantriebe konzipiert werden. Ulrich Schneider gehört als Messtechnikplaner dieser Abteilung an. In seinen Zuständigkeitsbereich fällt die komplette messtechnische Einrichtung, die für eine Getriebe- oder E-Antriebsfertigung benötigt wird – vom Grenzlehrdorn bis zum Koordinatenmessgerät.
Durch den Wandel in der automobilen Antriebstechnik sind in den vergangenen Jahren die Ansprüche an die messtechnische Ausstattung des Vorserien-Centers gewachsen, wie Schneider berichtet: „Durch den größer werdenden Anteil der E-Mobilität mussten wir unsere Ausstattung erweitern, sodass unser Vorserien-Messraum zukunftsfähig bleibt.“
Dieser fällt in den Zuständigkeitsbereich von Normen Hitsch, der als Meister für den Vorserien-Messraum verantwortlich ist. Mit seinen 15 Mitarbeitern übernimmt er Messaufgaben vorwiegend für die Entwicklungsabteilung, aber auch für die Serienfertigung, Qualitätssicherung und Planung: „Zurzeit messen wir vorwiegend Getriebekomponenten und Elemente für Elektromotoren. Das sind ganz verschiedene Werkstücke, von Kugeln in Millimetergröße über Achsen, Wellen, Rotor- und Statorbleche bis hin zum kompletten Getriebegehäuse.“
Von den Mitarbeitern und vom Equipment erfordert das eine besonders hohe Flexibilität. Um diese zu erreichen, erweiterte VW den bestehenden Messraum um einen zweiten und investierte zusätzlich zu den vorhandenen 13 unterschiedlichen Messgeräten in ein großes 3D-Multisensor-Koordinatenmessgerät.
Ein Projektteam – bestehend aus Planer Schneider, den Messtechnikern um Hitsch sowie einem Projektleiter für die baulichen Maßnahmen – kümmerte sich ab 2013 um die bedarfsgerechte Auswahl. „Im Lastenheft haben wir die drei Hauptanforderungen festgeschrieben: hohe Präzision, ein großes Messvolumen und die Möglichkeit, vielfältige Sensorik einzusetzen“, erklärt Schneider. „In den Details wurden bestehende Messaufgaben berücksichtigt, aber auch darauf geachtet, dass zukünftige Anforderungen erfüllt werden.“
Multisensor-Messtechnik hat sich in der Praxis
bei VW vielfach bewährt
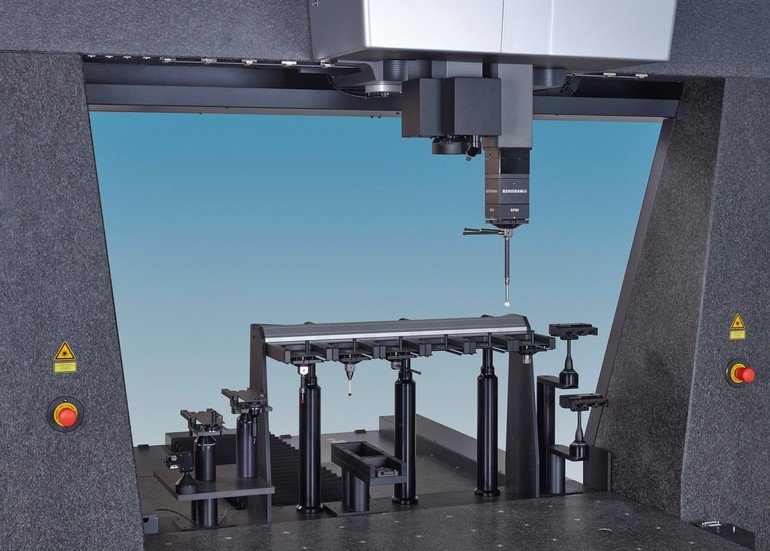
Mit dem Lastenheft startete das Projektteam Anfragen bei Messgeräte-Herstellern weltweit. Es folgten eine umfangreiche Analyse des Angebots, Vor-Ort-Untersuchungen mit anspruchsvollen Werkstücken und schließlich die Entscheidung. „Mit dem Messgerät von Werth Messtechnik in Gießen haben wir aus den in enger Auswahl befindlichen sechs Anbietern den aus unserer Sicht richtigen herausgefiltert“, ist sich Hitsch sicher. „Denn das 2015 installierte 3D-Koordinatenmessgerät Video Check DZ HA hat sich inzwischen vielfach bewährt.“
Es ist mit einer spezifizierten Längenmessabweichung MPE E von (0,5 + L/600) µm hochgenau. Mit seinem Messvolumen von 1130 mm x 2000 mm x 800 mm und verschiedenen optischen und taktilen Sensoren, die wir sogar über zwei unabhängige Z-Achsen nutzen können, wird ein bisher unerreichtes Einsatzspektrum abgedeckt. Zusätzlich besteht die Möglichkeit, bei Bedarf eine dritte Pinole nachzurüsten, um mit weiteren Sensoren noch mehr Messmöglichkeiten zu erschließen.
Aktuell bedienen vier Mitarbeiter im Schichtbetrieb das Gerät, jeweils im Doppel. Güteprüfer Hans-Werner Scholz berichtet: „Das klassische Messen, wie wir es bisher von Dreh- und Frästeilen kannten, hat sich durch die neuen Komponenten aus dem E-Antrieb verändert. Daher haben wir in internen Workshops neue Mess-Strategien entwickelt, wie wir zum Beispiel Stator- und Rotorpakete am besten maßlich erfassen können.“
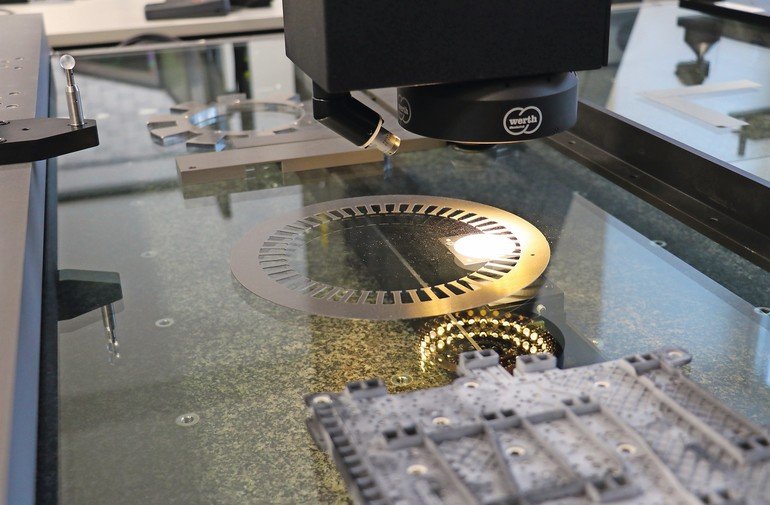
Scholz und seine drei Kollegen Markus Hartmann, Peter Rubik und Jens Kaul – allesamt nach AUKOM (Ausbildung Koordinatenmesstechnik e.V.) zertifizierte Güteprüfer – wissen die Multisensorik des Video Check Gerätes zu schätzen. Je nach Bedarf setzen sie optische und taktile Sensoren ein. Die Bildverarbeitung zum Beispiel, also den klassischen optischen Sensor, nutzen sie, um Stator- und Rotorbleche sowie weitere flache Werkstücke wie Dichtungsringe, Kupplungslamellen und andere Elektronikteile im Durch- und Auflicht hochgenau berührungslos zu messen.
Ein weiterer verfügbarer optischer Sensor ist der Werth Laser Probe WLP, den sie zum Scannen der Werkstückoberfläche nutzen. Hiermit lässt sich zum Beispiel extrem schnell die Ebenheit von Werkstücken messen. „Wir können damit auch Welligkeiten von Stahllamellen für Kupplungsmodule erfassen“, erklärt Scholz, „und sind wesentlich schneller als mit taktilen Sensoren.“ Der WLP erreicht eine größere Geschwindigkeit und höhere Punktdichte als taktile Alternativen – bei annähernd gleicher Genauigkeit.
Mikrotaster für schwer zugängliche
Merkmale in Kugellagern
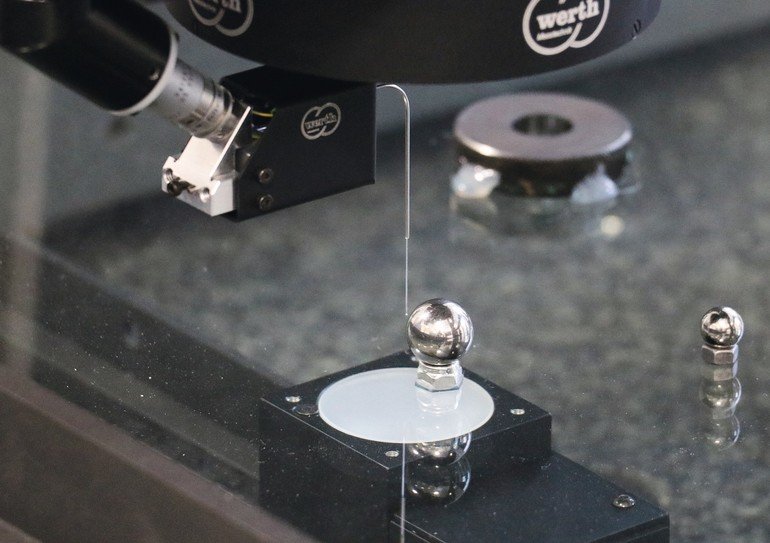
Häufig setzen die Messtechniker auch den patentierten Werth Fasertaster WFP ein, der zu den taktil-optischen Sensoren zählt. Er besteht aus einer Glasfaser, an deren Ende Tastkugeln mit einem Durchmesser von bis zu 20 µm befestigt sein können. Die Auslenkung wird im Gegensatz zum taktilen Messen nicht über den Taststift an die Geräteelektronik übermittelt, sondern die Position der Tastkugel wird direkt vom Bildverarbeitungssensor optisch erfasst.
Das macht den Fasertaster extrem genau und zugleich leicht bedienbar. Denn der Anwender kann die Position der Tastkugel am Monitor verfolgen, sodass sie sich sehr leicht an die gewünschte Mess-Stelle positionieren lässt. Den WFP nutzt das Team im Vorserien-Messraum beispielsweise zur Messung von Stahlkugeln eines zugelieferten Kugellagers. Güteprüfer Scholz erklärt: „So eine Lagerkugel lässt sich nur schwer aufspannen. Für die Messung mit dem Fasertaster ist das jedoch gar nicht notwendig, da sie gewissermaßen berührungslos erfolgt und die Kugel nicht davonrollt.“
Hier kommt das große Gerät auch für das Messen sehr kleiner Werkstücke zum Einsatz. Durch seine äußerst filigrane Bauweise wird der Fasertaster auch bei vielen anderen Werkstücken eingesetzt, die rein taktil nicht zu messen sind, weil Bohrungen zu klein und zu tief oder Abstände zwischen Lamellen zu eng sind. Ebenfalls taktil-optisch funktioniert der patentierte Werth Contour Probe WCP, ein Tastschnittsensor zur Profil- und Rauheitsmessung. „Da er das Werkstück tatsächlich mit seiner Spitze berührt nutzen wir ihn nicht für weiche Materialien wie Gummi, sondern für Rauheitsmessungen auf unbearbeiteten Flächen, zum Beispiel bei Schmiedeteilen“, so Scholz.
Scanning-Messtaster SP80 kann tief liegende
Messstellen in einem Werkstück erreichen
Zwei konventionelle taktile Mess-Systeme ergänzen die optischen Sensoren. Der Scanning-Messtaster SP80 kann tief liegende Messstellen in einem Werkstück erreichen, da er Tasteinsätze mit sehr großer Länge aufnehmen kann – ideal um zum Beispiel in Getriebegehäuse einzutauchen und dort Messungen vorzunehmen. Mit dem SP25 verfügt der Werth Video Check zudem über einen in 7,5°-Stufen dreh- und schwenkbaren Taster, der auch schwer erreichbare Positionen wie Hinterschnitte und seitliche Bohrungen messen kann.
Für Meister Normen Hitsch bietet das neue 3D-Koordinatenmessgerät nicht nur Potenzial für die Zukunft, die Investition hat sich in seinen Augen schon durch die erreichten Verbesserungen gelohnt: „Für manche Messaufgaben, zum Beispiel für die Stahlkugeln, hatten wir bislang keine Lösung. Andere Messungen waren zwar möglich, aber nur manuell und damit nicht gut reproduzierbar. Große Werkstücke passten wiederum nicht auf unsere bisherigen Koordinatenmessgeräte. Die Messobjekte mussten oft zerstört werden, um die interessanten Bereiche messen zu können. Diese Probleme werden durch das neue 3D-Multisensor-Messgerät gelöst, und auch für zukünftige Messaufgaben sind wir jetzt gerüstet.“
Ulrich Schneider ergänzt: „Die Multisensorik qualifiziert unser Gerät nicht nur für eine Vielzahl verschiedener Bauteile, sondern auch für komplexe Messaufgaben. Beim Geberrad eines Elektromotors zum Beispiel nutzen wir mehrere Sensoren parallel: den Laser als Oberflächensensor für die Ebenheiten, die Bildverarbeitung für die am Werkstück angebrachten Flügel und den Fasertaster für eine sehr kleine, enge Nut.“
Der Messtechnikplaner weist außerdem darauf hin, dass eine enge Kooperation zwischen dem Messraum-Team und Werth besteht. In regelmäßigen Abständen finden Abstimmungen statt, um Zukunftsthemen von beiderseitigem Interesse voranzutreiben. „Das ist auch ein sehr positiver Aspekt aus der Zusammenarbeit mit Werth.“ ■
Hier finden Sie mehr über:







{kind=link}