



Herkömmliche Koordinatenmessgeräte mit nur drei linearen X-, Y- und Z-Achsen leiden unter einer variablen Scangenauigkeit, die mit höherer Geschwindigkeit schlechter wird. Der Grund: Die Beschleunigungs- und Verlangsamungskräfte verursachen eine nicht unerhebliche Verdrehung der Maschinenstruktur, was wiederum zu Fehlern in den Messdaten führt. Um diese Fehler zu vermeiden und die geforderte Genauigkeit zu erreichen, wird die Scangeschwindigkeit niedrig gehalten; meist liegt sie unter 25 mm/s.
Mit dem Revo 5-Achsen-Messsystem hat Renishaw (AMB: Halle 7, Stand A11) schon vor Jahren eine Technologie entwickelt, die den Konflikt zwischen Geschwindigkeit und Genauigkeit radikal verändert hat: Der Messkopf hat zwei zusätzliche Drehachsen, die diese dynamischen Fehler bei hohen Messgeschwindigkeiten (bis 500 mm/s) vermeiden. Dies wird erreicht, indem ein reaktionsschneller Messkopf zur Durchführung zum Beispiel von Kreis-Scans eingesetzt wird, während die Maschinenstruktur fest bleibt. Wenn Messpfade mehr als zwei synchronisierte Achsen benötigen, wie etwa beim spiralförmigen Scannen, können die X-, Y- und Z-Achsen so programmiert werden, dass sie sich in einem Vektor bei konstanter Geschwindigkeit bewegen und der Kopf die schnellen Scanbewegungen ausführt. Die Maschinenstruktur fährt in diesem mit konstanter Geschwindigkeit und die oben genannten Fehler können vermieden werden. Beispielsweise steigern Revo und die 5-Achsen-Technologie den Durchsatz bei Ventilsitzen und -führungen drastisch: Die Datenerfassung dauert nur etwa 20 s. Die Messung von Ventilsitzen und -führungen war bislang immer sehr problematisch. Die angewandten Methoden sind zeitaufwändig und können die Aufgabe oftmals nicht zufriedenstellend erfüllen. Revo löst dieses Problem: Die Erfassung großer Datenmengen, aus denen die geometrischen Abmessungen sowohl für Ventilsitze als auch für Ventilführungen errechnet werden können, lässt sich damit sehr schnell durchführen. Bei Reproduzierbarkeitsprüfungen erbringt diese Methode hervorragende Ergebnisse.
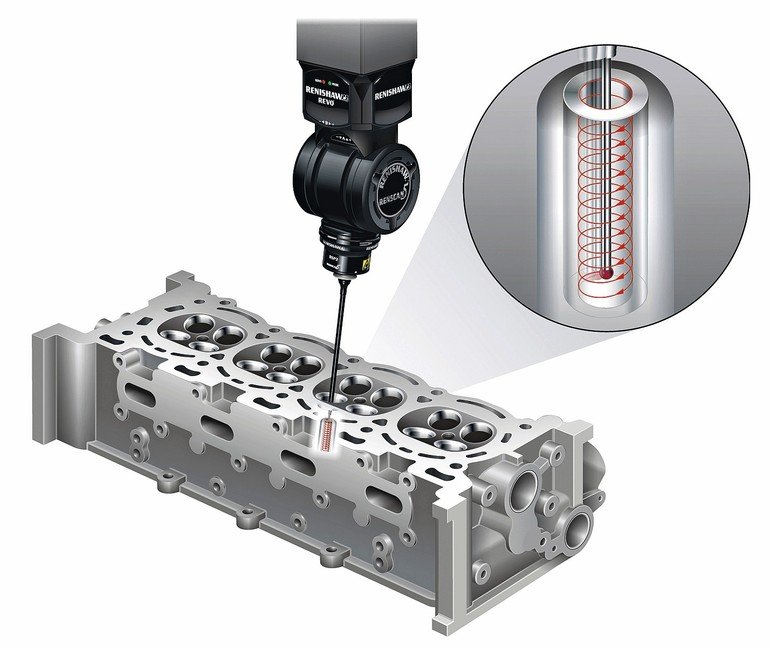
Zwei helixförmige Scans während eines Messvorgangs
Während des Messvorgangs werden zwei helixförmige Scans durchgeführt, einer in der Ventilführungsbohrung und der zweite im Bereich der Ventilsitzfläche. An der Ventilführung wird ein einzelner helixförmiger Scanvorgang, typischerweise mit einer Steigung von 0,5 mm und einer Scangeschwindigkeit von 150 mm/s, durchgeführt.
Revo ermöglicht das adaptive Scannen des Ventilsitzes, bei dem mittels eines einzigen Scanbefehls die Bereiche ober- und unterhalb der relevanten Ventilsitzfläche abgedeckt werden. Am Ventilsitz wird ein einzelner helixförmiger Scan-Vorgang, typischerweise mit einer Steigung von 0,1 mm und einer Scan-Geschwindigkeit von 500 mm/s, durchgeführt.
Die in der Mess-Software Modus von Renishaw integrierte Analysefunktion für Ventilsitze und -führungen wertet die Scan-Daten aus und bietet Aufschluss über die folgende Eigenschaften:
- Formfehler des Ventilsitzes
- Rundheit des Sitzes in beliebig festgelegter Höhe
- Ventilsitzbreite
- Konzentrizität des Ventilsitzes zur Führungsbohrung
- Durchmesser der Führungsbohrung
- Geradheit der Führungsbohrung
- Zylindrizität der Führungsbohrung
- Rundheit der Führungsbohrung in beliebig festgelegter Höhe
- Formfehler der Kegel ober- und unterhalb des Ventilsitzkegels
Das Revo System bietet fünf verschiedene Tasterfamilien an, von der jede konstruiert wurde, um die Vorteile der 5-Achsen-Bewegung und der stufenlosen Positionierung zu maximieren. Die Messtaster können automatisch gewechselt werden und es sind Taster für taktiles Scannen, berührend schaltende Taster, Taster für Rauheitsmessungen sowie berührungslose optische Taster enthalten. Alle werden innerhalb eines gemeinsamen Koordinatenreferenzsystem verwendet und bieten die Wahl des optimalen Werkzeugs zur Messung mehrerer Merkmale auf einer einzigen Koordinatenmessgeräte-Plattform.
Rauheitsmessungen ohne Umspannen
Schon seit ein paar Jahren wird dank des 5-Achsen-Scannings geometrischer Merkmale Zeit eingespart. Neue Entwicklungen rechtfertigen jetzt den Einsatz von 5-Achsen Koordinatenmessgeräte-Technologien in der Fertigung von Antriebssträngen, einschließlich der erweiterten SFP2 Rauheits-Messsensoren für den neuesten Revo 2 Kopf.
Der SFP2 ist ein gleitender Messtaster mit einem Diamanteinsatz und einem Radius von 2 μm. Der Auflagering wird mit einer geregelten Kraft von zirka 0,2 N gegen die Oberfläche gedrückt, während die Kraft der Tastereinsatzspitze 0,005 N beträgt. Jedes Modul verfügt über eine einzigartige Geometrie und ein Gelenkstück, durch das sich der Winkel zwischen dem SFH (Surface Finish Holder) Tastereinsatzhalter und dem SFM (Surface Finish Modul) Modul mithilfe des Einstellwerkzeugs (MST) in einem Bereich von 180° einstellen lässt.
Der Rauheitsmesstaster ist für Bohrungen bis 5 mm Durchmesser verwendbar. Der Messbereich für Oberflächenmessungen liegt zwischen 6,3 und 0,05 μm Ra.
Mit der stufenlosen Positionierung von Revo können alle Oberflächenmerkmale – einschließlich kleiner Bohrungen wie Ventilführungen in Zylinderköpfen – geprüft werden. Dank dieser zusätzlichen Option besteht kein Anlass mehr für den Einsatz traditioneller, handgehaltener Oberflächenwerkzeuge und die Rauheitsmessung dauert nur noch rund die Hälfte der bisherigen Zeit. Bei der programmgesteuerten Oberflächenprüfung werden die Daten im selben Koordinatenreferenzsystem wie andere Taster erfasst und die Ergebnisse zur späteren Verwendung automatisch gespeichert. Die Betriebsmitteleinsparungen betragen bei neuen Linien circa 25 %, wenn ein 3-Achsen-Koordinatenmessgerät mit manueller Prüfstation durch ein 5-Achsen-Gerät mit Rauheitsmessfähigkeit ersetzt wird.
Weniger Tastereinsätze
Auf Koordinatenmessgeräten mit Revo werden folglich weniger Konfigurationen von Tastereinsätzen benötigt, wodurch sowohl der Werkzeugbestand als auch die Zykluszeiten reduziert werden. In den meisten Fällen können selbst hochkomplexe Antriebsstrangteile mit zwei Tastereinsätzen, häufig auch nur mit einem einzigen Tastereinsatz komplett geprüft werden. Dies ist besonders wichtig, da Koordinatenmessgeräte einen Großteil ihrer Zykluszeiten beim Kalibrieren oder Tastereinsatzwechsel verbrauchen.
Zwei Designfeatures des Revo 5-Achsen-Systems ermöglichen dies: Zum einen erlaubt das System unbegrenzte rotatorische Positioniermöglichkeiten, damit alle Schrägeingriffe programmgesteuert sind und nicht vom Wechsel verschiedener Tastereinsatzkonfigurationen mit festen Winkeln abhängen.
Zum anderen verfügt Revo über die Fähigkeit des Hochgeschwindigkeits-Scannens mit sowohl kurzen als auch langen Tastereinsätzen, und zwar dank der Tip-Sensing-Tastertechnologie. Beim Tip-Sensing wird die Position direkt hinter der Tastereinsatzspitze mit einem Laserstrahl, der auf einen Reflektor am Tastereinsatz gerichtet ist, gemessen. Der Reflektor verändert seine Position, sobald der Tastereinsatz das Werkstück berührt und sich dabei leicht biegt. Der veränderte Rückkehrweg des Laserstrahls wird dann erfasst und die exakte Position der Tastereinsatzspitze ist bekannt, da der Reflektor und die Tastereinsatzkugel nahe beieinander liegen. Daher kann bei Revo auch der längste Tastereinsatz, der für das am tiefsten liegende Merkmal benötigt wird, Merkmale an der Oberfläche akkurat messen.
Vorteile für die digitale Fabrik
Das 5-Achsen-Messystem spielt seine Rolle auch in der digitalen Fabrik aus: Im Idealfall werden dort Größe und Lage der Merkmale automatisch überwacht und es werden automatische Anpassungen der vorgeschalteten spanenden Bearbeitungsvorgängen, basierend auf Trends, durchgeführt. So sollten Toleranzen innerhalb der Prozessgrenzen bleiben. Der Bedarf an einer schnellen Datenerfassung ist also sehr wichtig und die schnelle 5-Achsen-Prüfung ermöglicht eine höhere Anzahl an Stichproben beziehungsweise die Umsetzung einer 100-Prozent-Inline-Prüfung. ■
Nachrüstung möglich
Die 5-Achsen-Technologie ist Standard auf den neuesten Koordinatenmessgeräten, kann aber auch an vielen älteren Maschinen nachgerüstet werden, um dieselben Vorteile und Einsparungen zu erzielen. Dafür bietet Renishaw Revo auch als Nachrüstung an. In diesem Fall wird das vorhandene Koordinatenmessgerät beim Kunden einer intensiven Prüfung unterzogen, um den Zustand seiner mechanischen und elektrischen Komponenten zu beurteilen. Durch langjährige Erfahrung von Renishaw mit nahezu allen Koordinatenmessgerät-Fabrikaten kann eine definierte Leistungssteigerung des Systems sowie die Planung für eine Nachrüstung sehr gut vorausgesagt werden. Renishaw verfügt über flexibel gestaltete Wartungs- und Kalibrierlösungen sowie die Möglichkeit, regelmäßig die Maschinengenauigkeit mit Analysetools prüfen zu lassen. Das nachgerüstete System ist offen und der Kunde bleibt Eigentümer seiner Systemdatendateien. So bleibt die freie Wahl der Dienstleistungsanbieter für die laufende Wartung und Unterstützung seines Systems gewährleistet. ■


Webhinweis
Welche Vorteile das Revo 5-Achsen-Messsystem hat und wie der SFP2 Rauheitsmesstaster in Kombination mit dem Revo funktioniert, sehen Sie in diesen beiden Videos von Renishaw:
Hier finden Sie mehr über:







{kind=link}