
Hydraulikelemente, Ventile und Aggregate für komplexe Aufgabenstellungen sind das Geschäft von Tries. Diese stellen sehr hohe Ansprüche an die Bearbeitungsgenauigkeit der etwa 30 Werkzeugmaschinen. „Die Maschinen werden zunehmend komplexer und teurer, da wird es immer wichtiger, sie möglichst durchgehend produzieren zu lassen“, erklärt Matthias Bachhofer, Technischer Produktionsleiter bei Tries. Das Unternehmen vollzog daher zwei Änderungen: Unter der Woche sollte eine mannlose Nachtschicht eingeführt und langlaufende Bearbeitungen während des Wochenendes mit möglichst wenig manuellen Eingriffen realisiert werden. Es zeigte sich schnell, dass eine mannarme oder gar mannlose Fertigung nur Sinn macht, wenn die Teile laufend überprüft und kritische Maße gemessen werden. Deshalb wurde eine wachsende Anzahl an Maschinen mit Messsystemen von Blum-Novotest (EMO: Halle 6, Stand D01) ausgerüstet, die im Prozess messen und gegebenenfalls eine Bearbeitung abbrechen oder Parameter korrigieren können. Vor allem auf den Drehmaschinen kommen Messtaster zum Vermessen der Werkstücke zum Einsatz, auf Fräsmaschinen neben Messtastern auch Lasermesssysteme oder Tastköpfe zur Werkzeugmessung und -überwachung.
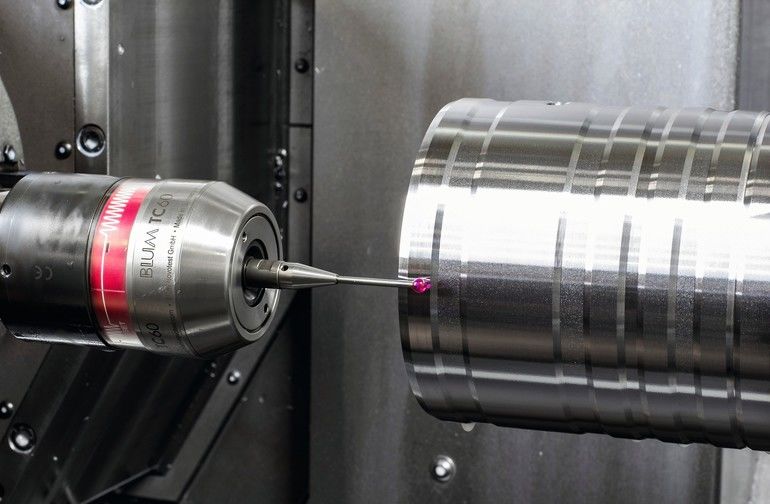
So betreibt Tries für größere Bauteile eine DMG Mori CTX Beta 1250 TC 4A, auf der beispielsweise Drehdurchführungen hergestellt werden. Bei der Werkstückmessung setzt das Unternehmen hier auf den Funkmesstaster TC60 von Blum. Dieser eignet sich aufgrund der eingesetzten BRC-Funktechnologie ideal für das kombinierte Dreh-Fräszentrum, da er trotz fehlender Sichtverbindung – verursacht durch den großen Schwenkkopf – die Signale zuverlässig vom Messtaster zum Empfänger überträgt. Zudem ist er für sehr hohe Messgeschwindigkeiten von bis zu 3.000 mm/min und raue Bedingungen ausgelegt. Das zeigt sich auch in seiner Unempfindlichkeit gegen Kühlschmierstoff auf der Werkstückoberfläche: Dieses wird aufgrund der erhöhten Messkraft und einer Vorauslenkung einfach verdrängt und hat somit keinen Einfluss auf das Messergebnis.
„Es würde keinen Sinn machen, wenn wir nicht im Prozess messen könnten“, erläutert Bachhofer. „Bei den Drehdurchführungen bearbeiten wir bestimmte Durchmesser, die sehr enge Toleranzen haben, zunächst einmal vor und messen dann mit dem Messtaster den aktuellen Durchmesser. Dann wird mit den Korrekturdaten aus der Messung der endgültige Durchmesser gedreht. So produzieren wir durchgängig Gutteile.“
Auf den Maschinen sind Standard-Messzyklen vorinstalliert, die der CNC-Programmierer aufrufen kann, um Messungen zu initiieren. Blum-Novotest bietet hier alternativ mit den Quickstart-Zyklenpaketen eine erweiterte Sammlung an Messzyklen an, deren Funktionalität weit über die der eingebauten Standardprogramme hinausgeht. So ermöglichen die Zyklen des speziell für Millturn-Maschinen angepassten Pakets „Quickstart TM“ etwa das Messen an unterschiedlichen Positionen der B-Drehachse, sodass ein Durchmesser an mehreren Punkten des Umfangs gemessen werden kann.
„Zudem können wir mit den Quickstart-Zyklen an beiden Spindeln unserer Maschinen messen, was sonst nicht möglich wäre“, unterstreicht Bachhofer. „Die Blum-Zyklen bieten sehr schnelle Messvorgänge und das ist sehr wichtig, um den gewünschten Maschinendurchsatz zu erreichen.“ Auch die Kalibrierung kann damit auf der Haupt- und Gegenspindel durchgeführt werden, was wiederum die Voraussetzung für sehr hohe Messgenauigkeit in allen Maschinenachsen ist, da so die Kinematikfehler der Maschine kompensiert werden.
Die Messaufgaben der Tastsysteme sind vielfältig. So wird vor der Bearbeitung großer Dreh- und Frästeile automatisch der Werkstück-Nullpunkt bestimmt und an die Maschine übertragen. In den horizontalen Fräsmaschinen findet beim Einwechseln eines Spannturms, an dessen vier Seiten Teile zur Bearbeitung aufgespannt sind, eine Anwesenheitskontrolle der Rohteile statt. Ob ganze Ventilblöcke oder kleine Ventilhülsen – nach der Fertigung werden an nahezu allen Bauteilen regelmäßig bestimmte Maße überprüft, um die gleichbleibende Qualität zu gewährleisten.
Lasercontrol-Messsysteme für die Fräsmaschinen
Die Fräsmaschinen bei Tries sind größtenteils mit Lasercontrol-Messsystemen ausgerüstet. Beim Fertigen sind die Lasermessgeräte unverzichtbar, nach jeder Bearbeitung wird das Werkzeug gemessen, um eventuellen Werkzeugbruch zu entdecken. Erst wenn die Messung zeigt, dass kein Werkzeugbruch vorliegt, wird das nächste Werkzeug eingewechselt und die Bearbeitung fortgesetzt. „Wir verwenden praktisch ausschließlich innengekühlte Werkzeuge. Die machen es dem Laser nicht einfach, da nach der Bearbeitung oft Kühlmittel nachläuft. Das hat die Systeme aber noch nie beeinträchtigt, die Messungen waren immer präzise und zuverlässig“, so Bachhofer. „Ebenso ging es uns mit den Messtastern in den Drehmaschinen. Ich hätte anfangs nicht geglaubt, dass sie die Bedingungen in diesen Anlagen mit Kühlschmiermitteldrücken bis 60 bar überstehen. Aber da haben uns die Blum-Produkte eines Besseren belehrt.“ Die Messung in der Bearbeitung spart Tries signifikant Zeit. Früher musste man in Ehingen die Bearbeitung nach dem Vorschnitt anhalten, die Tür öffnen, messen, die Tür wieder schließen und die Korrekturdaten manuell eingeben, bevor die Bearbeitung weitergehen konnte. Heute ist das Messen in der Bearbeitung integriert und läuft ohne Eingriffe von außen.
Ergänzt wird das Portfolio verschiedener Messtaster und Lasermesssysteme durch zwei Werkzeug-Messtaster Z-Nano, die an einem Matec-Bearbeitungszentrum mit zwei Arbeitstischen eingesetzt werden. So kann an einem Arbeitstisch bearbeitet werden, während auf der anderen Seite auf- und abgespannt wird. Der jeweils im Bearbeitungsraum befindliche Z-Nano wird dort zur Werkzeugbruchkontrolle genutzt. Der Taster verfügt über eine verschleißfreie, optoelektronische Signalgenerierung und ist mit einer kugelgelagerten Präzisionslinearführung ausgestattet. Diese verhindert, dass auf das Werkzeug Querkräfte wirken – wichtig vor allem bei dünnen, empfindlichen Werkzeugen. Auch diese Tastköpfe von BLUM erlauben sehr hohe Antastgeschwindigkeiten, um die Messzeiten kurz zu halten.
„Die Qualität der Blum-Produkte überzeugt uns“, erklärt Bachhofer. „Bei den Messtastern hatten wir noch nie einen Defekt. Und als uns ein Laser wegen Altersschwäche ausfiel, bekamen wir sofort Ersatz, um weiterproduzieren zu können. Auffällig sind die Schnelligkeit und der geringe Batterieverbrauch der Messtaster, die Austauschintervalle sind sehr lang.“ Aufgrund der guten Erfahrungen hat Tries beschlossen, auf Neumaschinen nur noch Messsysteme von Blum-Novotest einzusetzen, die nächste Maschine ist bereits mit dem Messtaster TC63 bestellt. ■

Hier finden Sie mehr über:







{kind=link}