
Ein wichtiges Werkzeug bei der Fertigung der hochpräzisen Spannwerkzeuge von Alsto Präzisionsspannwerkzeuge sind die Messtaster und Lasermesssysteme von Blum-Novotest. Nicht zuletzt bei der bevorstehenden Automatisierung spielen sie ihre Stärken voll aus. Schließlich braucht Automatisierung Kontrolle. Daher sind das Messen in der Maschine sowie die Bruchkontrolle ein wichtiges Thema.
Inzwischen sind auf drei der zehn Bearbeitungszentren solche Messsysteme verbaut. Besonders interessant ist der Einsatz auf dem Doosan MX2600 Doppelspindel-Dreh-Fräszentrum, an dem ein Roboterarm eingesetzt wird: Der Roboter setzt die Rohteile zur Bearbeitung in die rechte Spindel ein. Anschließend übergibt er das Bauteil an die linke Spindel, welche die Bearbeitung abschließt. Nach jedem Handlingvorgang misst der Messtaster TC62 mit BRC-Funktechnologie zunächst, ob das Teil korrekt in das Spannfutter eingesetzt wurde. Zudem werden die Abmaße kontrolliert, um fehlerhafte Rohlinge sofort zu identifizieren und auszuwerfen.
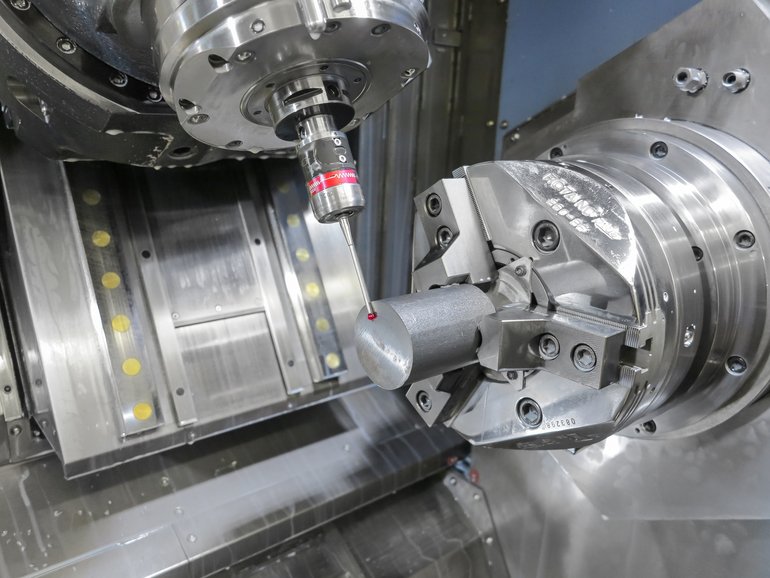
Die Wiederholgenauigkeit ist mit 0,3 μm 2σ extrem hoch, was wichtig ist, wenn man hochpräzise Teile in Serie fertigen möchte – mehrere hundert pro Tag. Während der Bearbeitung und Messung wird Kühlschmierstoff mit 60 Bar Druck auf das Werkzeug gespritzt. Dank der mechanisch robusten Konstruktion des Systems sowie der Geräteschutzart IP68 ist der Messtaster perfekt an die raue Umgebung einer Werkzeugmaschine angepasst und misst auch unter Kühlschmierstoff exakt und zuverlässig.
Mit Hilfe der Messungen mit lassen sich die Genauigkeitsschwankungen der Bearbeitungsmaschinen – beispielsweise durch die Erwärmung von Maschine und Werkstück beim Bearbeiten – ausgleichen. So werden Toleranzen erreicht, die erlauben, auf das Rundschleifen der Spannwerkzeuge zu verzichten. Betrachtet man das Hart- und Hochpräzisionsdrehen als Ersatz des Schleifprozesses, sind maschinenseitig die für das Schleifen üblichen Toleranzen, Genauigkeiten und erreichbaren Oberflächengüten zu erfüllen. Achsfehler-Kompensation zum genauen Positionieren der Achsen und digitale Glasmaßstäbe in Kombination mit analogen Messsystemen bilden dabei die Grundlage.
Darüber hinaus werden in mehreren Hardinge-Drehmaschinen in klimatisierter Umgebung die Messtaster TC54-10 T verwendet. Außerdem kommt im BAZ Doosan MX2600 Doppelspindel-Dreh-Fräszentrum das Lasermesssystem Lasercontrol NT-H 3D zum Einsatz. Das kombinierte System mit 3D-Messtaster wird zur Einstellung und Überwachung des kompletten Werkzeugspektrums genutzt.
Am hochpräzisen Lasermesssystem, das die Messung aller Werkzeugarten und -formen in der realen Spannsituation unter Nenndrehzahl ermöglicht, ist der Messtaster TC76 mit einem würfelförmigen Messeinsatz angebaut. Last but not least sind in zwei weiteren Chiron-Bearbeitungszentren die Lasermesssysteme Lasercontrol Micro Single NT mit separater Sende- und Empfangseinheit zur Bruchkontrolle eingebaut.
Blum-Novotest, Ravensburg







{kind=link}