

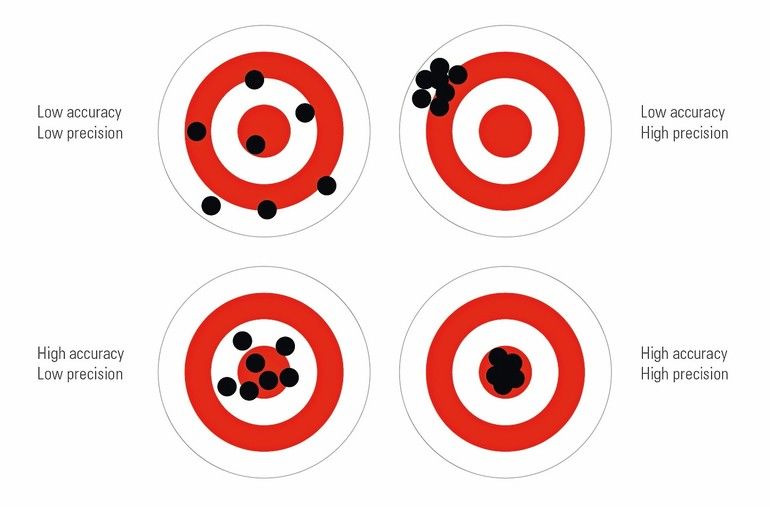
Anwender stellen oft die Frage: „Wie genau kann das Bauteil mit CT gemessen werden?“ Dazu muss man wissen, dass bei der CT Genauigkeit und Präzision zusammen betrachtet werden sollten. Man stelle sich zum Vergleich eine Zielscheibe vor: Links oben sind die Schüsse im Vergleich zu rechts unten verstreut, so dass die Präzision und Genauigkeit gering sind. Oben rechts ist eine gute Gruppierung zu sehen, bei der alle Schüsse nahe beieinander, aber nicht in der Mitte liegen. Unten links liegen alle um das Zentrum herum, einige verstreut innerhalb des zweiten Rings, was eine hohe Genauigkeit, aber eine geringe Präzision zeigt.
Um die Frage der Genauigkeit weiter zu beantworten, sollten wir einige zusätzliche Definitionen aufstellen:
- Die Toleranz ist die Differenz zwischen der oberen (maximalen) und der unteren (minimalen) Grenze eines Maßes. Mit anderen Worten: Die Toleranz ist die maximal zulässige Abweichung in einem Maß.
- Die Messunsicherheit ist ein Wert, der angibt, wie hoch der tatsächliche Wert bei einem bestimmten Vertrauensniveau sein dürfte. Es ist üblich, ein Vertrauensniveau von 95 % anzunehmen.
- Die Voxelgröße ist die Größe der kleinsten Information, die von einem CT System erzeugt wird. Sie lässt sich relativ leicht bestimmen, indem man einfach das Sichtfeld durch die Anzahl der Voxel in derselben Raumrichtung teilt.
- Kontrast- oder Dichteauflösung ist die Eigenschaft eines CT-Geräts, Objekte mit geringem Kontrast oder geringer Dichte im Vergleich zu einer homogenen Umgebung erkennbar wiederzugeben.
- Ortsauflösung ist die Eigenschaft eines CT-Systems, Objekte zu erkennen, die nahe beieinander liegen und von ihrer Umgebung getrennt sind.
- Strukturelle Auflösung ist die kleinste Struktur, die noch dimensionsmäßig gemessen werden kann.
- Messabweichung beschreibt die Differenz einer Messgröße und dem wahren Wert. Ein System ist so spezifiziert, dass es innerhalb der als maximal definierten zulässigen Grenzwerte MPE bestimmter Kenngrößen arbeitet. Es kann mehrere unterschiedliche Kenngrößen für ein System geben. Die maximale Messabweichung einer Kenngröße ist nicht dasselbe wie die Messunsicherheit eines bestimmten Messwerts.
- Um die Messunsicherheit einer Messung zu bestimmen, sind eine Anzahl von Wiederholmessungen notwendig.
Bei der CT durchdringen die von einer Röntgenröhre ausgesandten Röntgenphotonen das Objekt und treffen auf einen Detektor, der die Dosis an jedem Pixel des Detektorbereichs misst und digitale Bilder erstellt, während das Objekt gedreht wird. Die Rekonstruktionssoftware berechnet virtuelle Schichten auf der Grundlage der Dosis an jeder Stelle aus verschiedenen Winkeln und erstellt ein Tomogramm. Jedes Pixel im Tomogramm stellt eine Materialdichte dar, die als Voxel (Volumenpixel) bezeichnet wird.
Um Merkmale zu messen, muss dem Objekt eine Oberfläche gegeben werden. Dazu werden Bereiche aus Material und Bereiche aus Luft betrachtet. Der Wert in der Mitte wird als Schwellenwert (ISO 50-Methode) verwendet, um Punkte auf der Oberfläche zu setzen. Unter idealen Bedingungen würde die Genauigkeit der Oberfläche 1/256 der Voxelgröße betragen. Dies setzt voraus, dass die Flächenabdeckung des Materials eine Signaländerung (Grauwert) proportional zur abgedeckten Fläche erzeugt. In der Realität sind die Scandaten aufgrund mehrerer physikalischer Effekte wie Streustrahlung, Pixelrauschen und Annäherungen in den Rekonstruktionsalgorithmen nicht zu 100 % perfekt. Eine gute Faustregel ist, es kann 1/10 der Voxelgröße für die Genauigkeit der Oberfläche bei einem guten CT-Scan erreicht werden. Aufgrund der vielen Unbekannten ist es schwierig, eine konkrete Zahl zu nennen. Doch gibt es Möglichkeiten, die Messunsicherheit zu ermitteln, und Normen, die verwendet werden können.
GUM als Leitfaden für die Messunsicherheit
Die erste Norm ist der GUM (Guide to the expression of uncertainty in measurement, JCGM 100:2008), ein allgemeiner Leitfaden, der auf alle Messungen und Einheiten angewendet werden kann. Da es weitere praktische Normen mit eingebautem GUM gibt, müssen wir nicht alles in GUM bis ins kleinste Detail verstehen. Der Leitfaden gibt zwei Möglichkeiten vor: Typ A oder Typ B. Typ B basiert auf Erfahrung und früheren Daten. Wenn man Typ A schon oft durchgeführt hat, kann man sich auf das Urteilsvermögen verlassen, um eine Zahl zu ermitteln.
Für eine neue Anwendung verwendet man Typ A. Man scannt ein oder mehrere Objekte desselben Typs und analysiert die Beobachtungen. Zur Veranschaulichung der Auswirkungen des Objekts hat Yxlon einen Pfirsich und einen Parallelanschlag für Werkzeugmaschinen gemessen. Sie sind völlig unterschiedlich: der Pfirsich ist weich, und es ist schwer, die gleiche Stelle zu messen. Es wurde versucht, mit einem digitalen Messschieber die gleiche Strecke mit der gleichen Kraft zu messen. Der Parallelanschlag wurde mit demselben digitalen Messschieber an derselben Stelle gemessen. Jeweils 20 Messungen wurden durchgeführt.
Die Standardabweichung des Pfirsichs betrug 234 μm und die des Parallelanschlags nur 3,66 μm. Beide Objekte wurden ungefähr zur gleichen Zeit und bei der gleichen Temperatur gemessen. Der Unterschied in der Abweichung deutet darauf hin, dass das Objekt selbst einen Einfluss auf die Messunsicherheit hat.
Der nächste Schritt im Rahmen des GUM ist die Bestimmung der Kombinierten Standardunsicherheit (uc), die wie folgt gemessen werden kann:
- Standardabweichung über alle Messungen geteilt durch die Quadratwurzel
- Standardabweichung der Mittelwerte
In der Messreihe mit zwei Messungen wurde jedes Objekt 20 Mal gemessen und die erste Methode zur Berechnung der kombinierten Standardunsicherheit gewählt.
Das Vertrauensniveau ist Teil der Unsicherheit, hier kommt der Erweiterungsfaktor ins Spiel. Dieser Faktor k liegt im Allgemeinen zwischen 2 und 3. In der Praxis
- k=2 Vertrauensniveau 95%
- k=3 Vertrauensniveau 99%
Die erweiterte Unsicherheit U ist das Produkt aus der Standardunsicherheit uc und k. Dieses Experiment zeigt, dass die Messgeräte nur teilweise zur Messunsicherheit beitragen. Die Norm bietet eine zuverlässige Methode zur Ermittlung einer objektiven „harten“ Zahl für die Messunsicherheit.
Die DIN EN ISO 10360 Geometrische Produktspezifikation ist der Goldstandard für 3D-Messgeräte. Sie vergleicht verschiedene Geräte und definiert ein klares Verständnis dafür, wann ein System innerhalb der Spezifikation liegt. Es gibt zwei Normenreihen unter VDI/VDE, die für CT gelten: VDI/VDE 2617 Genauigkeit von Koordinatenmessgeräten und VDI/VDE 2630 Computertomographie in der dimensionellen Messung.
Als Prüfkörper wird die Verwendung von Kugeln oder Kugelkalotten aus geeignetem Material, das normalerweise vom Hersteller definiert wird, empfohlen. Üblicherweise wird Rubin verwendet, da hochwertige Rubinkugeln im Handel erhältlich und thermisch stabil sind. Die Kugeln ermöglichen die Bestimmung von Antastabweichung, Form und Maß. Die Platzierung mehrerer Kugeln im Scan-Volumen ermöglicht eine genaue Messung des Kugelabstands mit minimalen Auswirkungen durch die Oberflächenbestimmung, da die Kugelmitten relativ stabil sind.
Reproduzierbarkeit und Prüfprozesseignung
Qualitätsnormen wie ISO 16949 schreiben eine statistische Analyse von Messprozessen vor. Die Faktoren, die die Messergebnisse beeinflussen, werden üblicherweise in einem Fischgrätendiagramm dargestellt. Es werden die Toleranz und die Messunsicherheit verglichen, um zu entscheiden, ob der Prozess für die Anwendung geeignet ist. Die Bestimmung der Messunsicherheit bestimmter Merkmale basiert auf GUM und ist rückführbar.
Kernstück ist diese Formel zur Ermittlung der erweiterten Messunsicherheit:
U: erweiterte Messunsicherheit
k: Erweiterungsfaktor (2 für 95%)
ucal: Standardunsicherheit der Kalibriermessung
up: Standardunsicherheit des Messprozesses
uw: Standardunsicherheit aus Werkstoff- und Produktionsstreuung
b: systematische Abweichung
In einem zertifizierten Messlabor werden mit einem hochgenauen Koordinatenmesssystem eine Probe kalibriert und Messunsicherheiten der Kalibriermessungen (ucal) angegeben. Diese kalibrierte Probe wird jeweils 20 Mal gemessen. Es wird die Standardunsicherheit des Prozesses berechnet, wobei ‚n‘ die Anzahl der Messungen ist. Ebenso werden je 20 Messungen an nicht kalibrierten Prüfteilen durchgeführt. Als typische Anzahl gilt: ein kalibriertes und drei nicht kalibrierte Prüfteile bei jeweils 20 Messungen. Somit hat man insgesamt 80 Messungen.
Die Standardmessabweichung wird über alle Messreihen der Proben nach dieser Formel gebildet:
Um das Verhältnis von der Messunsicherheit mit der geforderten Toleranz zu vergleichen, geht man nach diesen Formeln vor:
Einseitige Toleranz unterstellt einen Wert nicht größer als X und nicht kleiner als Y. Zweiseitige Toleranz kann zum Beispiel mit +/- 0,01 mm bestimmt werden und hat einen oberen und unteren Grenzwert.
Yxlon International GmbH
Essener Bogen 15
22419 Hamburg
www.yxlon.de
Dirk Steiner
Business Development Manager
Yxlon
Hier finden Sie mehr über:







{kind=link}