


Was ist Kalibrierung? Die Kalibrierung wird mit einer Maßverkörperung, einem sogenannten Normal, an einem Messgerät durchgeführt, um die Abweichungen des Messgeräts zu bestimmen. Für das verwendete Normal werden die Istwerte dokumentiert. Ein Sollwert ist zunächst nicht bekannt. Grundsätzlich ist es sinnvoll, Kalibrierungen regelmäßig zu wiederholen, da sich die Istwerte, zum Beispiel aufgrund des Verschleißes der Bauteile des Messgeräts, ändern können.
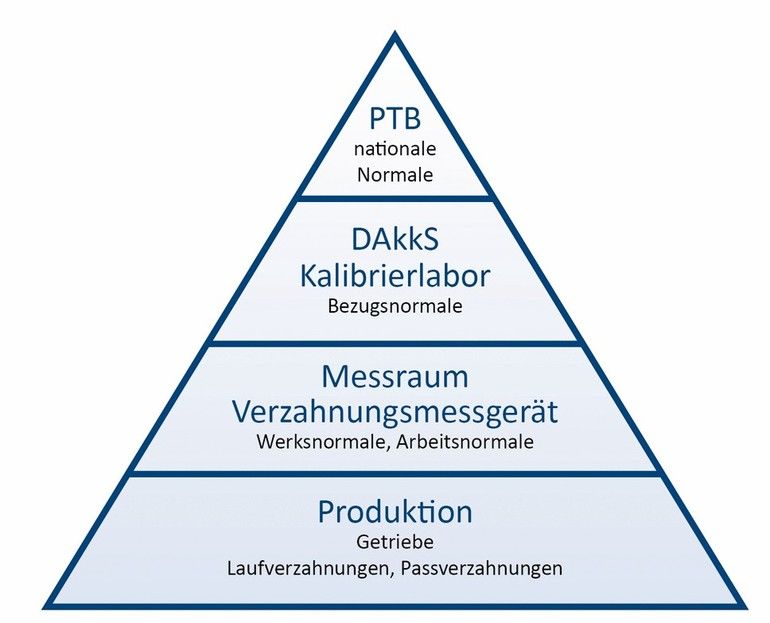
Um einen Sollwert, also den Kalibrierwert, des Normals zu erhalten, ist eine höhere Instanz notwendig, die mit geringerer Messunsicherheit wiederum einen Istwert ermitteln kann. Es entsteht dabei die bekannte Pyramide, an deren Spitze in Deutschland die Physikalisch-Technische Bundesanstalt (PTB) steht.
Das Ziel ist die Rückführung des Messwerts auf eine SI-Einheit, im Fall der Wälzprüfung auf eine Länge. Die Kompetenz und die zugehörige Messunsicherheit werden durch eine Akkreditierung nachgewiesen.
Die Messunsicherheiten sind insbesondere bei einer Abnahme von Interesse. Eine Abnahme beschreibt eine Prüfung auf vereinbarte Eigenschaften. Sie erfolgt typischerweise vor der Auslieferung des Messgeräts und kann die erste Kalibrierung beinhalten.
Bei Kalibrierlaboratorien erfolgt die Akkreditierung nach DIN EN ISO/IEC 17025. Wichtig ist, dass eine Akkreditierung nicht notwendigerweise aussagt, dass die Messunsicherheiten besonders klein sind. Sie sind lediglich gut dokumentiert. Im Fall der Zweiflankenwälzprüfung hat die Pyramide allerdings keine Spitze. Eine direkte Rückführung ist nicht möglich und damit auch keine Akkreditierung.
Bei der Zweiflankenwälzprüfung werden zwei Zahnräder spielfrei miteinander abgewälzt. Ein Rad ist der Prüfling, das zweite Rad ist ein Lehrzahnrad, das selbst mit möglichst geringen Abweichungen ausgeführt ist. Die Prüfung kann mit einer Werkstückumdrehung abgeschlossen sein und erfasst so in sehr kurzer Zeit die Achsabstandsänderung zwischen Lehrzahnrad und Werkstück.
Es handelt sich um eine Summenfehlerprüfung, da durch die Überdeckung potentiell die gesamte Werkstückoberfläche in Eingriff kommen kann. Das Verfahren ermöglicht eine schnelle Prüfung der Funktion. Die geringe Messzeit erklärt die große Beliebtheit dieser Methode.
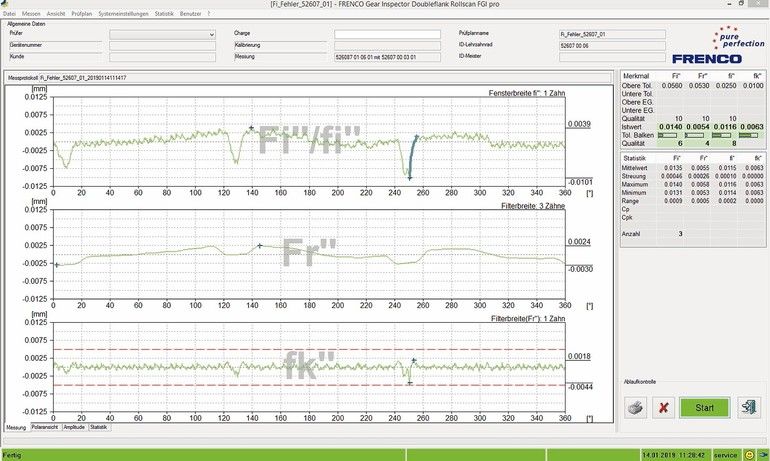
Drei typische Kennwerte werden für die Achsabstandsänderung berechnet
Die Achsabstandsänderung wird in einem Diagramm aufgezeichnet. Anschließend werden drei typische Kennwerte berechnet. Die Wälzabweichung Fi“ beschreibt die Abweichung der gesamten Messkurve. Der Wälzsprung fi“ steht für die größte Abweichung innerhalb eines Bereichs der Umdrehung, der einer Zahnteilung entspricht. Um die kleinen Welligkeiten des Zahneingriffs von den Lagefehlern zu trennen, wird durch Filterung eine geglättete Linie berechnet, die als Äquivalent zur Rundlaufabweichung angesehen wird. Dieser langwellige Anteil wird Wälzrundlauf Fr“ genannt.
Die Kernfrage vieler Kunden aus der Automobilindustrie lautet: „Wir möchten die Zweiflankenwälzprüfung verwenden. Können die Forderungen der IATF 16949 trotz fehlender Rückführung erfüllt werden?“ Die Norm IATF 16949 stellt im Grunde eine Erweiterung der ISO 9001:2015 um die speziellen Anforderungen der Automobilindustrie dar.
Gemäß Abschnitt 7.1.5.3.2 „Externe Labore“ soll ein externes Labor, also ein Dienstleister, eine Kalibrierung durchführen. Dies ist akzeptabel wenn dafür ein Kalibrierschein mit DAkkS-Akkreditierungszeichen vorhanden ist oder wenn das Labor den Kundenanforderungen genügt. Da die PTB die Kennwerte der Zweiflankenwälzprüfung nicht kalibriert, scheidet ein Kalibrierschein mit DAkkS-Akkreditierungszeichen aus. Auch ist die Verwendung des DAkkS-Siegels strengen Vorschriften unterworfen und wäre in diesem Fall nicht zulässig.
Gemäß IATF kann der Nachweis der Eignung anderweitig erfolgen, zum Beispiel durch ein Audit. Im Jahr 2018 wurden bei Frenco bereits zwei solcher Kundenaudits erfolgreich durchgeführt. Aus der Vielzahl der heutigen Lieferantenbeziehungen ergibt sich, dass nicht jeder Jeden auditieren kann. Kann das Audit nicht selbst durchgeführt werden, ist es möglich ein bereits durchgeführtes Audit anzuerkennen.
Auch für rückführbare Merkmale ist das Durchführen oder Anerkennen eines Audits eine wirtschaftlich attraktive Alternative. Denn DAkkS-Kalibrierscheine sind mit hohen Kosten verbunden und sollten aus Sicht von Frenco ausschließlich hochpräzisen Normalen vorbehalten sein. Existiert keine Rückführung, kann die Kalibrierung laut IATF 16949 vom Hersteller des Messgeräts übernommen werden. Es wird dabei angenommen, dass der Hersteller auch ohne zusätzlichen Nachweis kompetent ist. Der Hersteller muss jedoch die Anforderungen an interne Labore nach Abschnitt 7.1.5.3.1 erfüllen. Bei fehlender Rückführbarkeit fordert dieser Abschnitt das Einführen eigener Verfahren. Frenco verwendet für die Kalibrierung von Zweiflankenwälzprüfgeräten interne Normale, also Zahnräder die auf den Geräten gemessen werden.
Der Grenzwertkalibriersatz besteht
bei Frenco aus fünf Meistern
Dieser sogenannte Grenzwertkalibriersatz besteht aus fünf Meistern: Ein nahezu abweichungsfreies Lehrzahnrad und vier Meister mit unterschiedlichen geometrischen Eigenschaften. Die vier Meister verkörpern die typischen Kenngrößen der Zweiflankenwälzprüfung. Ein Meister hat einen besonders großen Rundlauf, um die Fähigkeit diesen Rundlauf zu messen überprüfen zu können. Zwei weitere wichtige Kennwerte sind zum einen unterschiedliche Zahndicken bzw. Achsabstände, zum anderen erhöhte Wälzsprünge fi“ durch definierte Einzel-Teilungsfehler.
Die Meister werden als kompletter Satz gehandhabt und immer in gleicher Kombination verwendet. So ist eine hohe Reproduzierbarkeit sichergestellt. In der Praxis stehen bei Frenco mehrere Sätze zur Verfügung, mit unterschiedlichen Moduln und Größen. Aber auch eigene Sätze kommen zur Anwendung, zum Beispiel beim Außendienst in China. Bei Abnahmen, Wartung und Service wird jeweils ein Werks-Kalibrierschein erstellt. Dies dient als Grundlage für Audits und Zertifizierungen.
Die Messungen selbst entsprechen dem Verfahren 1 nach „Dietrich/Schulze: Eignungsnachweis von Prüfprozessen“ mit 25 Wiederholmessungen. Im ersten Schritt ergibt sich unmittelbar die Wiederholbarkeit. Wird mit dem gleichen Kalibriermeistersatz Verfahren 1 auf einer Vielzahl von Geräten durchgeführt, entsteht eine Vielzahl von Istwerten. Aus den vorliegenden Istwerten wird der Mittelwert berechnet der den Sollwert einer höheren Instanz in der Rückführungspyramide ersetzt. Das ähnelt einem sogenannten Ringvergleich, der unter anderem dem Abgleich von systematischen Unsicherheiten dient. Diese Methode stellt eine Rückführung ohne oberste staatliche Institution dar und ist konform mit Abschnitt 6.5 aus ISO 17025:2018.
Mit dem neuen Sollwert kann eine Beurteilung der systematischen Abweichungen – zum Beispiel Versatz oder Bias – erfolgen. Die Messunsicherheit kann so komplett beschrieben werden. Diese Methode erfordert viel Sorgfalt, führt aber mit steigender Anzahl der Messungen zu einer immer sichereren Beurteilung von Zweiflankenwälzprüfgeräten.
Die Anforderungen der IATF 16949 werden auch ohne eine direkte Rückführung erfüllt. Das ist der Kern des Vorgehens bei Frenco.
Alternativen für eine direkte Rückführung sind denkbar, haben aber Nachteile
Es sind aber auch Alternativen für eine direkte Rückführung denkbar. Die erste Option besteht in der Kalibrierung der Kennwerte durch die PTB. Dieser Schritt ist bislang jedoch nicht absehbar. Die zweite Option besteht darin, Zweiflankenwälzprüfgeräte vergleichsweise als Längenmessgerät zu betrachten. Dies wäre mit kalibrierten Endmaßen recht einfach durchführbar. Allerdings ist solch eine statische Messung, verglichen mit der Kinematik einer Zweiflankewälzprüfung, aus Sicht von Frenco nicht repräsentativ genug.
Des Weiteren wäre eine Kalibrierung mit zwei glatten Scheiben definierten Durchmessers denkbar. Dabei findet eine Linienberührung zwischen den Scheiben statt, die erfahrungsgemäß aber relativ unempfindlich gegenüber Taumelfehlern zwischen den Ausrichtachsen ist. Zahnräder greifen dagegen in mehreren Lücken ineinander und reagieren sehr sensibel auf schiefe Achsen. Die Forderung nach möglichst gleichen Bedingungen (IC, Identical Condition) wäre aber auch hier nicht erfüllt.
Kalibrieren mit dem Frenco-Grenzwertkalibriersatz
Das Fazit lautet somit, dass mit dem Frenco-Grenzwertkalibriersatz eine Kalibrierung von Zweiflankenwälzprüfgeräten möglich ist. Der Werks-Kalibrierschein dient zudem als Nachweis bei Abnahmen. Die Rückführung wird durch ein eigenes Verfahren auf Basis von Mittelwerten einer großen Stichprobe gewährleistet. Somit ist die Konformität zur IATF 16949 gegeben. ■
Frenco GmbH
Jakob-Baier-Straße 3
90518 Altdorf
Tel. +49918795220
www.frenco.de


Die Autoren
Andreas Pommer
Technischer Leiter
Philip Jukl
Geschäftsführer, Leiter Softwareentwicklung
Frenco

Webhinweis
Wie ein Zweiflankenwälzprüfgerät funktioniert, zeigt Frenco in diesem Video:
http://hier.pro/RaKp1
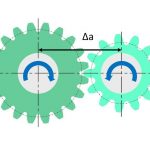 Das Prinzip der Zweiflankenwälzprüfung Bild: Frenco
Das Prinzip der Zweiflankenwälzprüfung Bild: Frenco Die Anforderungen der IATF 16949 werden auch ohne eine direkte Rückführung erfüllt. Das ist der Kern des Vorgehens bei Frenco Bild: Frenco
Die Anforderungen der IATF 16949 werden auch ohne eine direkte Rückführung erfüllt. Das ist der Kern des Vorgehens bei Frenco Bild: Frenco






{kind=link}