
Sie bleibt auch bei besonderen Herausforderungen absolut cool: die Gefrierspanntechnik. Dieses Verfahren ermöglicht das exakte und spannungsfreie Fixieren von Klein- und Kleinstbauteilen, gleich welchen Materials. Auch solche mit komplizierter Formgebung, die oft gar keine fürs mechanische Spannen geeigneten Flächen aufweisen, lassen sich dadurch mechanisch bearbeiten oder aus Rohmaterialien vereinzeln.
Gefrierspannen ist besonders gut für sehr kleine Werkstücke der Halbleitertechnik oder völlig unregelmäßig geformte, schwer greifbare Teile geeignet. Beim Gefrierspannen, wie es Witte Barskamp etwa mit dem System Ice-Vice realisiert, werden die Werkstücke mit einem kapillaren Wasserfilm auf einer Spannplatte plan angefroren. Das Anfrieren der Werkstücke – idealerweise bei einer Temperatur von minus 10 °C – erfolgt innerhalb von nur 90 s. Selbst relativ unebene Teile werden dabei sicher gehalten, da ihre Spalten und Vertiefungen mit Wasser gefüllt werden.
Die durch das Anfrieren erzeugten Haltekräfte sowohl in waagrechter als auch senkrechter Richtung reichen völlig, um die Bauteile fest zu fixieren – und zwar ohne dass dabei Spannungen im Werkstück und daraus resultierende Verformungen oder Brüche entstehen. Ohne spezielle Vorbearbeitung und unabhängig von ihrer Form können die Teile somit an nur einer Seite festgespannt werden. Eine in die Platte integrierte Auftauautomatik sorgt nach dem Messen für das schnelle und problemlose Lösen des Werkstücks innerhalb von ebenfalls nur rund 90 s.
Ice-Vice besteht aus einem Kühlaggregat
und der Gefrierspannplatte
Ice-Vice besteht aus zwei Hauptkomponenten: einem Kühlaggregat und der Gefrierspannplatte. Ein geschlossener Kühlkreislauf innerhalb dieser Systemkomponenten steuert mithilfe einer integrierten Elektronik die frei wählbare Temperatur mit einer Toleranz von maximal 2 °C. An das Kühlaggregat können gleichzeitig zwei Gefrierspannplatten angeschlossen werden. Somit lassen sich unabhängig voneinander zwei Spannplatten betreiben, etwa auf verschiedenen Bearbeitungsmaschinen. Ebenfalls sehr praxisorientiert: Die Spannplatten können mit herkömmlichen Befestigungselementen auf dem Messgerät gehalten werden.
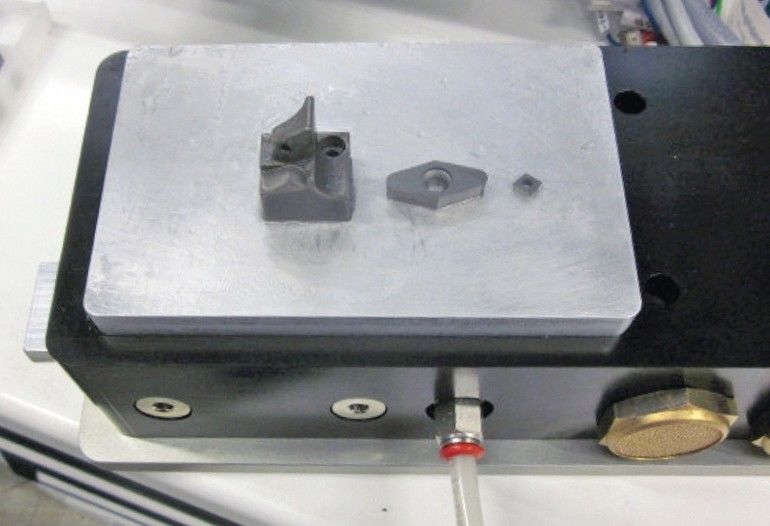
Eine weitere Möglichkeit, sensible Bauteile sicher zu spannen, ist das Gieß-Spannverfahren – selbst dann, wenn dünne Stege oder extreme Hinterschnitte eine Herausforderung für die prozesssichere Werkstückspannung darstellen. Gerade bei filigranen, komplizierten Bauteilen, die einen Toleranzwert von unter 0,01 mm haben, gilt als oberstes Ziel die Maßhaltigkeit. Beim Arbeiten mit dem Weiguss-Verfahren von Witte werden solch enge Frästoleranzen problemlos eingehalten, indem das Bauteil durch eine niedrig schmelzende Wismut-Legierung sicher fixiert wird.
Das zu bearbeitende Halbzeug kann zunächst mit einer Vakuumspannplatte gespannt und die obere Hälfte des Werkstücks konventionell fertiggefräst werden. Nachdem durch Erhitzen auf etwa 70 °C aus den Weiguss-Stangen eine Gießmasse entstanden ist, wird das soeben zerspante Werkstück „aufgefüllt“. Das Weiguss wird wie Wasser in das Bauteil gegossen, wobei das flüssige Metall in alle Hinterschnitte und Hohlräume gelangt. Während des Erstarrungsprozesses dehnt sich die Gussmasse um etwa 0,0065 % aus. Dadurch entsteht der Spannungseffekt. Nach dem Erstarren der Masse liegt wieder eine planparallele Platte vor. Diese wird um 180° gedreht und auf der Platte erneut gespannt. Passstifte sorgen dabei für die exakte Lage des Werkstücks, das nun rückseitig fertiggefräst und vermessen werden kann.
Wurden zusätzlich Bezugspunkte und Bezugsflächen in das Weiguss gefräst, kann das Werkstück inklusive der Vorrichtung auch in einer anderen Aufspannung aufgenommen werden. Nach Bearbeitungsende wird das fertige Werkstück in mehr als 80 °C heißem Wasser aus der Gussmasse ausgeschmolzen. Die Gussmasse vermengt sich weder mit Wasser noch verringert sich ihre Masse. Sie erstarrt zu einem Klumpen, sodass das Weiguss beliebig oft eingeschmolzen und wiederverwendet werden kann. Verloren gehen lediglich die durch das Fräsen anfallenden Späne und die beim Schmelzen entstehende Schlacke.
Mikroporöse Spannplatten spannen
mit der Kraft des „Nichts“ – mit Vakuum
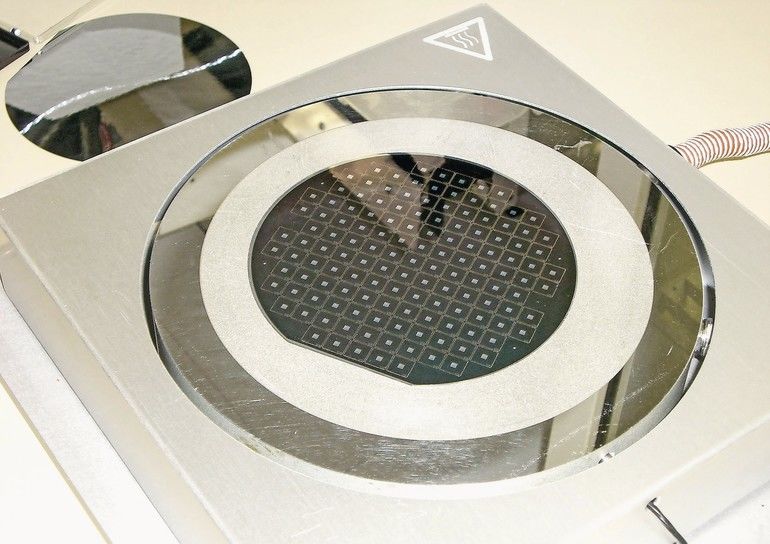
Besonders spannend wird es auch bei extrem „dünnhäutigen“ Materialien wie etwa Wafern. Bevor sie zur Basis für integrierte Schaltungen (IC) werden, durchlaufen sie eine Reihe hochkomplexer Herstellungsprozesse. Am Ende und nach unzähligen Polierschritten besitzen die Wafer nur noch eine Unebenheit von weniger als 3 nm (0,000003 mm) und eine Dicke von deutlich unter 1 mm – bei Durchmessern von bis zu 450 mm. Entstanden sind Leistungsgiganten von äußerst empfindsamer Natur. So behutsam sie durch alle Fertigungsprozesse hindurch behandelt werden müssen, so fest muss man sie dennoch im Griff behalten – auch bei allen automatischen optischen Inspektionen (AOI). Die Lösung lautet: Spannen mit der Kraft des „Nichts“ – mit Vakuum.
Prädestiniert für den Einsatz in der Halbleiterindustrie sind Vakuumspannplatten aus mikroporösem Werkstoff. Sie ermöglichen durch vollflächiges Ansaugen ein absolut „ebenes“ Spannen beziehungsweise Halten des Prüfteils. Dünne Trägerfolien oder Wafer werden auf ihnen nicht durch Saugbohrungen, Saugnuten etc. angezogen, wodurch die Gefahr einer Deformierung gebannt ist. Dabei macht der Druckabfall im Gefüge das sonst erforderliche Abdecken freier Plattenbereiche hinfällig. Das Vakuum erreicht selbst bei nicht vollständig abgedeckter mikroporöser Oberfläche einen hohen Wirkungsgrad. Dadurch lassen sich auch unterschiedlich große Werkstücke auf derselben Vakuum-Chuck (Platte) fixieren. Ebenso kann die poröse Oberfläche in voneinander getrennt schaltbare Bereiche eingeteilt und diese individuell mit Vakuum beaufschlagt werden.
Im Spannbereich der mikroporösen Metapor-Keramik von Witte lassen sich Werkstücke von beispielsweise ≤0,05 mm Dicke planeben und sicher spannen. Die Ebenheit und Parallelität beträgt 3 µm. Das sehr leichte Material hat eine äußerst harte, nahezu verschleißfreie Oberfläche, die sich ohne Gratbildung schleifen lässt. Bei einer Porösität von etwa 20 % in Verbindung mit einer mittleren Porengröße von beispielsweise 10 bis 12 µm wird ein schonendes Fixieren mit hohen Haltekräften realisiert.
Mikroporöse Metapor-Vakuumplatten von Witte lassen sich, jeweils versehen mit einer entsprechenden Regelung, bis zu 150 °C aufheizen oder auch kühlen. Ebenso verfügbar sind spezielle Platten für Durchlichtanwendungen. ■
Witte Barskamp KG
Horndorfer Weg 26
21354 Bleckede
Tel. +495854890


Webhinweis
Wie die Weiguss Spanntechnik funktioniert, zeigt Witte Barskamp in diesem Video: http://hier.pro/MCeYq







{kind=link}