



Auf dem Weg zur Null-Fehler-Produktion gilt: Nach der Digitalisierung ist vor der Digitalisierung. Messgerätehersteller wie Zeiss setzen deshalb nach den Messgeräten nun auch das Umfeld der Messtechnik auf ihre Digitalisierungsagenda.
„Die intelligente Fabrik wird sich nur selbst organisieren können, wenn permanent Qualitätsdaten erfasst werden“, ist Dr. Kai-Udo Modrich, Geschäftsführer von Carl Zeiss Automated Inspection, überzeugt. Die industrielle Mess- und Prüftechnik wird deshalb seiner Meinung nach noch stärker als bisher die Schnittstelle bilden zwischen der virtuellen Welt, in der Produktionsabläufe automatisch geplant und simuliert werden und der realen Welt, in der nicht immer alles nach Plan läuft. Letztlich werde es „nur mit dem Feedback aus der realen Produktionswelt via Mess- und Prüftechnik eine Null-Fehler-Fertigung geben“. Die Digitalisierung und die damit verbundene Datenerhebung, -sammlung und -auswertung sowie die Einbindung der Mess- und Prüfdaten in übergeordnete Systeme wie ERP und Fertigungsplanung ist bereits weit vorangeschritten.
Wie weit, das belegt das von Zeiss auf der Control 2016 vorgestellte Konzept MDM: Ein Team um Holger Blum, Produktmanager Software bei Carl Zeiss Industrielle Messtechnik, zeigte konkrete Beispiele für die Vernetzung, etwa das Übertragen von Daten zu möglichen Tasterkollisionen an ein übergeordnetes Softwaresystem. Laut Blum arbeitet Zeiss derzeit an den notwendigen Standardisierungen, damit Unternehmen diese Technologien auch jenseits individuell durchgeführter Projekte einsetzen können.
„Die Präsentation der bereits realisierten Vernetzung gibt einen Vorgeschmack auf unser 2017 auf den Markt kommendes Produkt, mit dem Unternehmen ihre Digitalisierung pushen werden“, verrät Blum. Zu sehen war auf der Messe, welche Daten die vielen Sensoren und Konnektoren innerhalb der Messgeräte bereits sammeln. Neben der Betriebs- und Werkstücktemperaturen geben sie beispielsweise auch Auskunft über Vibrationen und Tasterkollisionen.
Daten werden auch für Messtechnik-Laien verständlich aufbereitet
Das Neue an der Entwicklung von Zeiss: Bisher konnten all diese Daten nur von den Service-Technikern direkt am Gerät über eine spezielle Software ausgelesen und visualisiert werden. Mittlerweile können sich Fertigungsleiter oder Messtechniker einzelner Kunden diese Informationen über eine Webapplikation anzeigen lassen. Die Applikation bereitet die von den vernetzten Messgeräten übermittelten Daten ansprechend auf und visualisiert diese verständlich, auch für Messtechnik-Laien. Zukünftig können Messtechniker auf ihrem mobilen Tablet das Dashboard der Applikation aufrufen, in dem sie einen auf dem Messgerät befindlichen QR-Code einscannen. So sehen sie beispielsweise sofort, ob das Messgerät kalibriert und damit einsatzbereit ist. Ein wichtiger Punkt, um das Fehlerrisiko zu senken.
Dank einer solchen Webapplikation können die Zugangsberechtigten aber nicht nur in Realtime einen Einblick in den Zustand ihrer Geräte erhalten. Weil die von den Messmaschinen gesammelten Daten über ihre jeweilige Nutzung beziehungsweise Auslastung ebenfalls auf dem Dashboard angezeigt werden, können Messtechniker besser planen und so die Verfügbarkeit ihrer Geräte erhöhen. Und wenn der Anwender dem Hersteller Zugang zur Webapplikation und den verfügbaren Daten gewährt, dann können Service-Techniker dank verschiedener Auswertungsalgorithmen sogar entscheiden, ob beziehungsweise wann sie einzelne Verschleißteile auswechseln müssen. Auch eine Fernwartung bei bestimmten Problemen lässt sich mit Zugriff auf diese zahlreichen Daten einfacher bewerkstelligen.
Die Vorteile der zentralen Datensammlung und Auswertung im Unternehmen liegen auf der Hand: Messsicherheit, Auslastung sowie Planungssicherheit erhöhen sich, während Wartungs- oder Reparaturzeiten sinken. „Dass ein Service-Techniker noch einmal kommen muss, weil er das entsprechende Verschleißteil nicht zur Hand hat, das dürfte es mit dieser Datentransparenz nicht mehr geben“, betont Blum.
Wesentlicher Bestandteil der Digitalisierungsstrategie von Zeiss ist derzeit über das einzelne Messgerät hinaus auch die Überwachung des Messraums. Denn damit Koordinatenmessgeräte ihre maximale Präzision erzielen und so zu stabilen Produktionsprozessen beitragen, müssen Temperaturen, Temperaturschwankungen sowie Luftfeuchtigkeit innerhalb bestimmter Grenzwerte liegen. Auf diese Umgebungsbedingungen sind die Geräte ausgelegt und bei Einhaltung garantieren die Hersteller, dass die angegebene Messunsicherheit gilt.
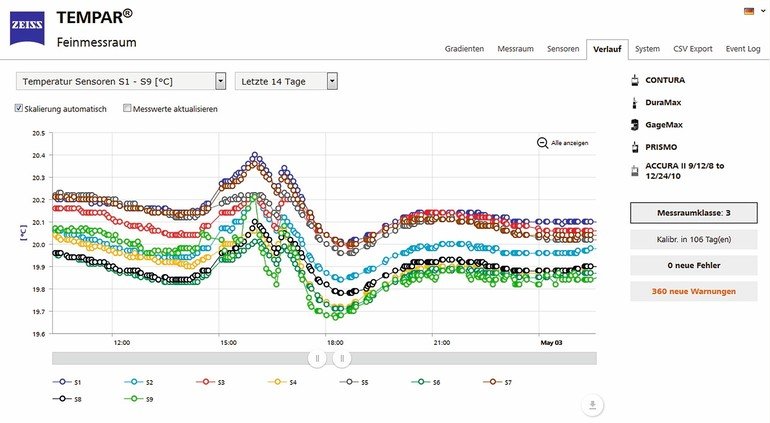
Im Gegensatz zu Temperaturloggern, die ebenfalls die Temperatur im Raum erfassen und protokollieren, geht das Temperaturüberwachungssystem Tempar einen Schritt weiter. Denn die im Raum verteilten Sensoren messen nicht nur die Temperatur bis auf 0,1 K genau, das System gibt zudem automatisch und in Echtzeit die Temperaturgradienten an. Laufen Werte aus dem Grenzbereich, dann warnt das System den Bediener oder Manager über eine Signallampe, am Bildschirm und zusätzlich per E-Mail. Neben der Temperatur lassen sich auch Luftfeuchtigkeit, barometrischer Druck und Luftströmung über Sensoren erfassen.
Für Aline Baumeister, Produktmanagerin bei Carl Zeiss 3D Automation, bietet das System Anwendern, die hochsensible Koordinatenmessgeräte einsetzen, daher drei Vorteile. Erstens können sie problemlos ihren Messprotokollen die erfassten Daten zum Messraum beifügen, was die Nachweispflicht vereinfacht und das Vertrauen der Endkunden in die Qualitätssicherung erhöht. Zweitens kann sofort ausgeschlossen werden, ob Messabweichungen von den Sollwerten auf Temperatureinflüsse im Messraum zurückzuführen sind. Denn das System warnt den Anwender nicht nur in Echtzeit, sondern dokumentiert die gemessenen Daten auch langfristig – ein Punkt, der unter anderem eine eventuelle Fehlersuche deutlich beschleunigt. Drittens schafft die Raumüberwachung die Sicherheit, dass die Grenzwerte der Hersteller eingehalten werden. So können sie die maximale Präzision aus dem jeweiligen Messgerät herausholen. Letztlich lässt sich so der Toleranzbereich in der Fertigung voll ausschöpfen. Die Unternehmen sparen sich unter Umständen, in präzisiere Fertigungsmaschinen zu investieren.
Die Erfassung sämtlicher Informationen im Messgerät und darüber hinaus generiert zahlreiche Vorteile. Vorausgesetzt, die Daten werden entsprechend zusammengeführt, auf das Wesentliche reduziert und ausgewertet. Zeiss verwendet beispielsweise offene Schnittstellen, wodurch die Übergabe der Informationen in übergeordnete Systeme problemlos möglich wird. Das heißt, die Daten zur Auslastung der jeweiligen Messgeräte werden in das ERP übergeben und verarbeitet. So sieht beispielsweise der Fertigungsleiter, ob das geplante Messgerät für einen anstehenden Auftrag genügend freie Kapazitäten hat, oder ob er auf andere Messgeräte ausweichen beziehungsweise den Auslieferungstermin der Teile korrigieren muss. „Probleme, die bisher in der Praxis auftreten, weil relevante Planungskennziffern nicht an den richtigen Stellen zur Verfügung stehen, werden mit der Lösung minimiert oder sogar eliminiert“, ist sich Blum sicher.
Piweb führt alle Daten zusammen
Und auch aus Tempar fließen die Daten in übergeordnete Systeme. In Piweb, einer Software-Plattform von Zeiss zur umfassenden Auswertung der Daten, können dann beispielsweise die Temperaturdaten des Raums mit denen des Werkstücks und mit den Messergebnissen abgestimmt werden. So lassen sich leichter Fehler detektieren und ausschließen – wie beispielsweise, dass zur Mittagspausenzeit um 12 Uhr nicht permanent die Tür zum Messraum geöffnet wird, sodass die Temperatur steigt beziehungsweise fällt.
Viele Autobauer und Zulieferer führen ihre Prozess- und Qualitätsinformationen bereits auf Piweb zusammen. Heute entscheidet noch der Mitarbeiter auf Basis der Auswertungen zum Beispiel, wie er den Schweißroboter justiert, um auf Abweichungen bei den Messwerten zu reagieren. Doch das wird sich laut Modrich ändern. Piweb werde solche Anpassungen künftig selbstständig initiieren: Entwickeln sich die Messdaten in eine bestimmte Richtung, erhält zum Beispiel der Roboter vom System die Anweisung, Schweißparameter entsprechend den Vorgaben der Software zu verändern. ■
Die Autorin
Syra Thiel
Storymaker
im Auftrag von Zeiss
Hier finden Sie mehr über:
Teilen:






{kind=link}