




Die heute übliche durchmesserbezogene Auswertung von Ortsabweichungen (Position, Symmetrie und Koaxialität) verschlechtert die Bewertung der Prozessfähigkeit, der Prüfmittelfähigkeit und der Messunsicherheit. Die fehlende Richtungsinformation erschwert die Ableitung von Korrekturwerten für die Fertigung. Mit der radiusbezogenen Auswertung lässt sich die Bewertung und der Informationsgehalt ohne Zusatzkosten deutlich verbessern.
Dr.-Ing. Michael Hernla, Dortmund
Die Norm DIN EN ISO 1101:2006 (GPS – Geometrische Tolerierung – Tolerierung von Form, Richtung, Ort und Lauf) definiert die Toleranzen und die Toleranzzonen der Merkmale. Es fehlen aber die Definitionen der entsprechenden Lageabweichungen, was verschiedene Interpretationen möglich macht. Bild 1 zeigt als Beispiel einen Bohrungsabstand, der als konventionelle Abstandstoleranz (oben) oder auch als Positionstoleranz (unten) in die Zeichnung eingetragen werden kann. Das Nennmaß und die Toleranz sind in beiden Fällen gleich. Bei der Abstandstoleranz wird die Abweichung vom Nennmaß berechnet, im Bild 1 oben z.B. e=0,75. Ist das Istmaß kleiner als 100, ist die Abweichung negativ. Anhand des Betrages und des Vorzeichens kann ein Maschinenbediener in der Fertigung unmittelbar die Einstellung der Maschine korrigieren, so dass die Merkmalswerte der hergestellten Teile möglichst in der Toleranzmitte liegen.
Ortsabweichungen in ISO 1101 nicht definiert
In der Norm DIN EN ISO 1101 sind zwar die Toleranzen und Toleranzzonen für Position, Symmetrie und Koaxialität definiert, nicht aber ihre Abweichungen. Bei den Messgeräteherstellern hat es sich deshalb eingebürgert, die Abweichung von der Nennlage gegenüber der konventionellen Auswertung zu verdoppeln, d.h. anstelle der radiusbezogenen Abweichung e=0,75 wird für das Beispiel im Bild 1 unten die fiktive „Breite des Abweichungsbereiches“ b=1,5 berechnet. Dieser Wert lässt sich bequem direkt mit der Toleranz T=2 vergleichen – allerdings um den Preis, dass das Vorzeichen verlorengeht, und dass der Korrekturbetrag für die Fertigung nur halb so groß ist.
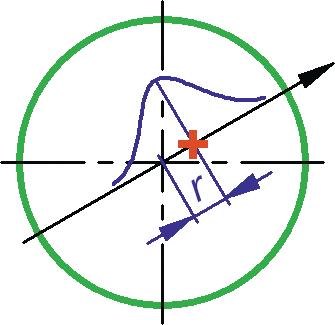
Ähnlich ist der Sachverhalt bei einer Positionstoleranz mit einer kreis- oder zylinderförmigen Toleranzzone (Bild 2). Hier wird beispielsweise anstelle der radiusbezogenen Abweichung r=0,8 der doppelte Wert d=1,6 als fiktiver „Durchmesser des Abweichungskreises“ berechnet, auf dem irgendwo der Bohrungsmittelpunkt liegt. Auch hier geht die Richtungsinformation verloren.
Um trotzdem für die Fertigung brauchbare Messergebnisse bereitzustellen, werden in den Messprotokollen häufig zusätzlich die ursprünglichen Koordinaten der Bohrungsmittelpunkte oder auch vorzeichenrichtige Korrekturwerte angegeben. Damit ist das Problem auf einfache Weise behoben.
Prozessfähigkeit und Prüfmittelfähigkeit
Darüber hinaus werden aber heutzutage häufig auch die Prozessfähigkeit (mit cp und cpk) und die Prüfmittelfähigkeit (mit cg und cgk) analysiert, um damit die Qualität des Fertigungsprozesses bzw. des Messmittels zu bewerten. Dabei werden normalverteilte Abweichungen vorausgesetzt, die aber bei der durchmesserbezogenen Auswertung nicht vorliegen, siehe Bild 3.
Bei der Auswertung einer Positionsabweichung in einer vorgegebenen Richtung nach Bild 1 unten werden bei der Betragsbildung die Vorzeichen der negativen Abweichungen umgekehrt, d.h. die entsprechenden Anteile der ursprünglichen Normalverteilungen (dünne Strichlinien) werden an der senkrechten Achse gespiegelt und erhöhen dort die Kurven (dicke Volllinien). So entsteht z.B. für die mittlere Abweichung e/s=0 (in der Toleranzmitte) eine halbierte Normalverteilungskurve, die dafür doppelt so hoch wie die ursprüngliche Kurve ist. Die Fläche unter der Kurve bleibt gleich. Auch die Kurve für e/s=1 ist höher als die Normalverteilung. Diese abweichenden Verteilungsformen führen bei der Berechnung der Prozess- und der Prüfmittelfähigkeit zwangsläufig zu falschen Bewertungen.
Die einfachste Abhilfe ist hier, wie oben nicht die durchmesserbezogenen Abweichungen, sondern die ursprünglichen Koordinaten der Bohrungsmittelpunkte bzw. die vorzeichenrichtigen radiusbezogenen Abweichungen auszuwerten. Die Betragsbildung wird damit ganz umgangen.
Bei Ortstoleranzen mit kreis- beziehungsweise zylinderförmigen Toleranzzonen nach Bild 2 werden zunächst die Mittelpunktkoordinaten vorzeichenrichtig auf die Richtung der Abweichung r projiziert, d.h. auf die Gerade, die die Sollposition mit der Istposition verbindet. Die so berechneten Abweichungen in radialer Richtung sind dann auch in der Toleranzmitte normalverteilt; siehe Bild 4.
Bewertung der Fertigungs- und der Messgenauigkeit
Bei der Bewertung der Prozessfähigkeit, Prüfmittelfähigkeit und Messunsicherheit wird das Verhältnis der Toleranz zur Streuung der Abweichungen (oder umgekehrt) berechnet. Wie oben gezeigt, sind bei der durchmesserbezogenen Auswertung die Abweichungen und damit auch die Streuungen immer doppelt so groß wie bei der radiusbezogenen. Die Toleranz ist aber in beiden Fällen dieselbe. Die durchmesserbezogene Auswertung liefert damit immer nur eine halb so gute (oder doppelt so schlechte) Bewertung wie die radiusbezogene. Die durchmesserbezogene Auswertung von Position, Symmetrie und Koaxialität ist also keine empfehlenswerte Vorgehensweise.
Da die Ortsabweichungen in DIN EN ISO 1101 nicht definiert sind, besteht kein zwingender Grund, an den bisher üblichen durchmesserbezogenen Abweichungen festzuhalten. Mit der radiusbezogenen Auswertung ergibt sich sofort und ohne zusätzliche Kostenaufwand eine doppelt so gute Bewertung der Prozessfähigkeit, Prüfmittelfähigkeit und Messunsicherheit. Deshalb sollten bei Fähigkeitsuntersuchungen immer die ursprünglichen Koordinaten ausgewertet werden. Bei Merkmalen mit kreis- bzw. zylinderförmiger Toleranzzone werden zunächst die Punktkoordinaten vorzeichenrichtig auf die Abweichungsrichtung projiziert und daraus dann die Genauigkeitskennwerte berechnet.
Dr. Hernla, Dortmund
Teilen:







{kind=link}