

Leichtgewichtige, filigrane Strukturen, die sich exakt und mit geringem Materialeinsatz fertigen lassen: Die additive Fertigung eröffnet in vielen Branchen revolutionäre Weiterentwicklungen. Entscheidend für den langfristigen Erfolg der Technologie ist aber, dass auch bei der Serienfertigung absolut identische Teile entstehen, die den vordefinierten Materialeigenschaften entsprechen. Neben den verwendeten Materialien beeinflussen die eingesetzten Laser und deren Strahlführung die Fertigungsqualität maßgeblich: Nur wenn die Strahlparameter im Fokus während des gesamten Prozesses eingehalten werden, entstehen wirklich identische Produkte. Ein neues berührungsloses Messverfahren ermöglicht den Herstellern der Laseranlagen, ebenso wie den Anwendern, die permanente Überwachung der Laserparameter auf der Bearbeitungsebene.
Die Mehrzahl der heute verwendeten Anlagen zur Additiven Fertigung basieren auf dem Selective Laser Melting (SLM). Feines Metallpuder wird schichtweise mittels eines Laserstrahls, der die Form des Bauteils abfährt auf, geschmolzen und mit der darunterliegenden Struktur verbunden. Dieser Vorgang wird unzählige Male wiederholt, bis das komplette Bauteil vollendet ist. Einige Hersteller bieten mittlerweile schon Anlagen, die mehrere Laser kombinieren, um größere Bauteile zu fertigen als eine einzelne Strahlführung zulassen würde.
Um die Qualität der Anlagen und damit die Reproduzierbarkeit der gefertigten Bauteile zu gewährleisten, müssen Laserparameter wie zum Beispiel die Strahlform, der Fokus und die Leistungsdichte den Vorgaben zu jeder Zeit und bei jedem einzelnen Laser entsprechen. Riskant ist vor allem, dass eventuell fehlerhafte Verbindungen nur durch aufwändige, zum Teil materialzerstörende Messverfahren entdeckt werden könnten. Manche Schwachstelle liegt so tief im Material verborgen, dass sie nicht mal durch computertomographische Verfahren zuverlässig sichtbar wird.
Erschwerend kommt hinzu, dass der SLM-Prozess auf der Verarbeitung des feinen Metallpuders basiert. Somit besteht immer die Gefahr, dass Prozessmaterial sich auch auf die Optiken und Schutzgläser des Lasersystems niederschlägt und die Leistungsdichte im Strahlfokus negativ beeinflusst. Um solche Veränderungen rechtzeitig zu erkennen, sollte der Laserstrahl auf der Bearbeitungsebene permanent überprüft werden, ohne dass dadurch zu viel Raum und Zeit beansprucht wird.
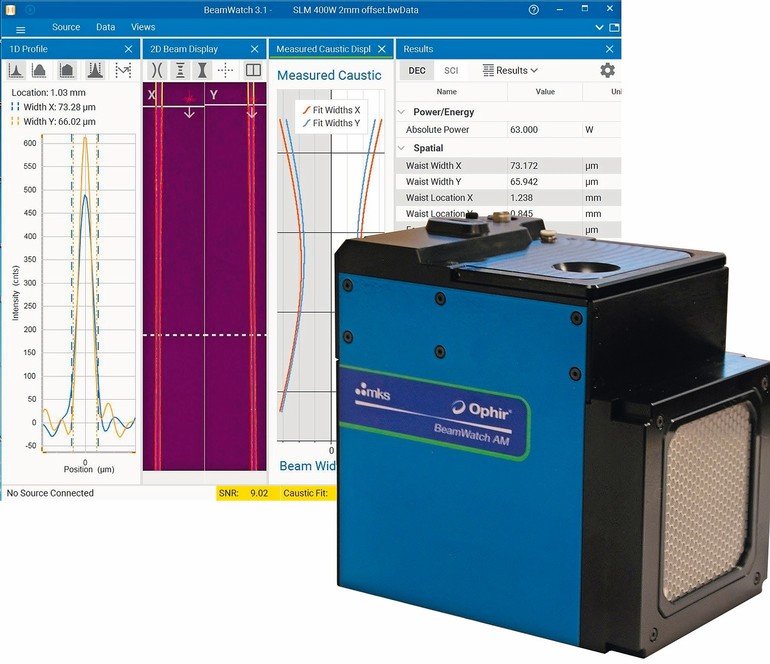
Da eine prozessbegleitende Lösung derzeit technisch nicht verfügbar ist, empfiehlt es sich die Strahlparameter vor jedem neuen Baujob zu ermitteln und für eine Trendanalyse zu dokumentieren. Ideal für die Messung der Lasersysteme in der Additiven Fertigung eignet sich die berührungslose Messung des Laserstrahls, die von MKS Ophir patentiert wurde. Ursprünglich entwickelte das Unternehmen die auf der Rayleigh-Streuung basierende Messtechnik, um Hochleistungslaser vermessen zu können. Mit Beamwatch AM präsentierte man jetzt ein kompaktes Messgerät, das gezielt die Bedürfnisse der SLM-Branche erfüllt.
Das portable Messgerät misst in Echtzeit die Fokus-shift des Laserstrahls, ermittelt unter anderem Fokusgröße, Fokuslage, Astigmatismus, Laserleistung sowie Qualitätsparameter wie das M2 und die Strahlkaustik. Alle Messergebnisse lassen sich als Tabelle sowie in 2D- oder 3D-Ansichten darstellen. Gerade bei höheren Leistungsdichten von 2MW/cm2 oder mehr, erweist sich die berührungslose Messung als äußerst vorteilhaft. Die Laserleistung von bis zu 1 kW kann über 2 min aufgezeichnet werden, ohne dass eine aktive Kühlung benötigt wird. Dadurch, dass das flexible Gerät in Forschung und Entwicklung ebenso eingesetzt werden kann, wie in der Produktion oder im Service, wird sichergestellt, dass die Messergebnisse aus Forschung & Entwicklung, Produktion und Feld stets vergleichbar sind.
Effiziente Fehlersuche
Positive Erfahrungen gerade bei der Fehlersuche sammelte auch die Fraunhofer-Einrichtung für Additive Produktionstechnologien IAPT. Die Forscher aus Hamburg arbeiten mit unterschiedlichen SLM-Anlagen. Als sich die Oberflächenqualität der gefertigten Teile an einer der Anlagen plötzlich deutlich verschlechterte, setzten die Experten Beamwatch AM ein. Das Gerät wird direkt in der Produktionskammer auf der Bearbeitungsebene platziert. Anhand der angegebenen kalibrierten Markierung auf dem Messgerät lässt sich das System einfach positionieren, so dass der Laserstrahl senkrecht in die Messöffnung einfällt. Innerhalb von Bruchteilen einer Sekunde erfasst die integrierte Kamera bis zu 2.048 Strahlprofile und berechnet daraus alle relevanten Strahlparameter. Die Fraunhofer Experten können damit die Fokusverschiebung des Laserstrahls zeitlich aufgelöst direkt beobachten.
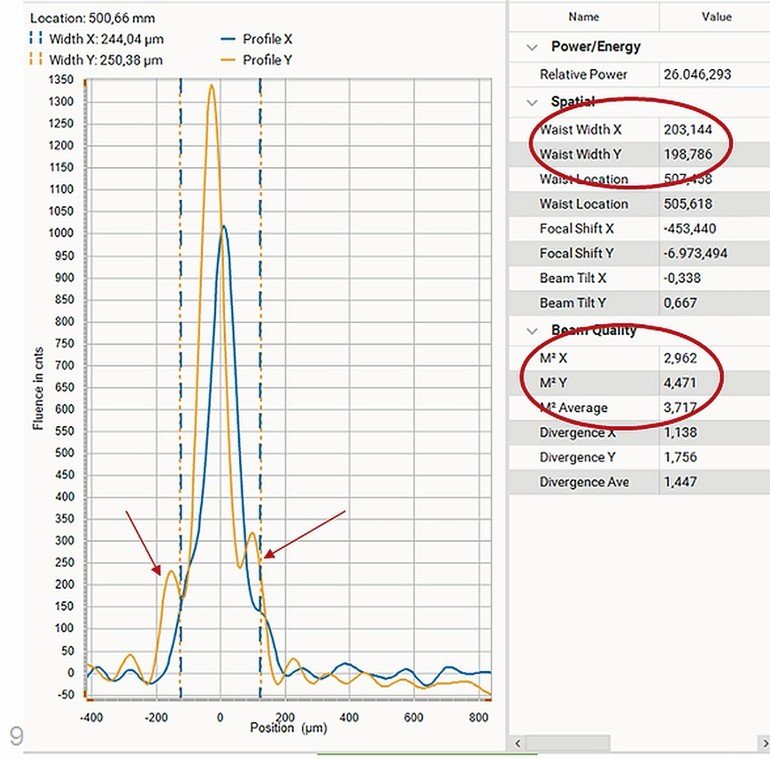
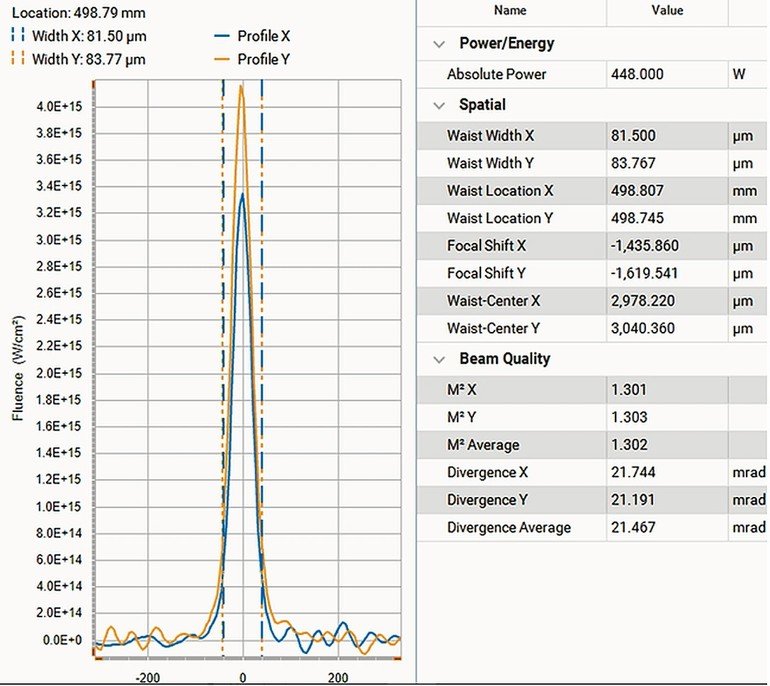
Der Vergleich der beiden Messkurven erlaubt nun Rückschlüsse auf die Fehlerquellen: In einer Darstellung sind Beugungseffekte zu erkennen, die im „korrekten“ Gauß’schen Profil nicht vorhanden sind. Zudem führen die erkennbaren Nebenmaxima und vor allem die unterschiedliche Fokuslage und Strahlrichtung von X- zu Y-Achse zu einer reduzierten Leistungsdichte durch den größeren Brennfleck. Insgesamt wurde das Bauteil also neben der eigentlichen Bearbeitungsspur bestrahlt, wodurch die Oberfläche porös wurde und die Festigkeit des Bauteils nicht mehr gewährleistet werden konnte.
Ganz konkret konnten die Experten des Fraunhofer IAPT aus den Messergebnissen ableiten, dass die Strahlführung nachjustiert werden musste – und das, ohne die Strahlführung vorher demontieren zu müssen. Die gewünschte Fertigungsqualität ließ sich durch die Nutzung der berührungslosen Messtechnik des Beamwatch AM in kürzester Zeit wiederherstellen. ■

Qualitätssicherung in der additiven Fertigung
Das Forum „Qualitätssicherung in der additiven Fertigung“ von Quality Engineering und dem Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA geht in die zweite Runde: Am 21. Februar 2018 adressieren wir in Stuttgart erneut Qualitätsprobleme entlang des gesamten Produktionsprozesses. Experten aus Industrie und Wissenschaft, aus Praxis und Forschung berichten über ihre Erfahrungen und Projekte. Eingeläutet wird die Veranstaltung am Vorabend mit einem exklusiven Event bei Renishaw in Pliezhausen. Weitere Informationen unter: http://hier.pro/MdTcV








{kind=link}