



Kernkompetenz des Maschinenbauers ULBRICH ist die Entwicklung und der Bau von Montage- und Prüfpressen. Das Prüfen von Federn insbesondere von Schraubenfedern gehört auch heute noch zu den schwierigsten Aufgaben. Neue sowie bereits im Einsatz befindliche Spiral- und Trapezfedern, bzw. Parabelfedern müssen nach vorgeschriebenen Intervallen auf ihre Tragfähigkeit bzw. Federcharakteristik hin immer wieder überprüft und klassifiziert werden. Je nach Anwendung bzw. Anwender gilt es die Prüfung nach dem jeweiligen Regelwerk durchzuführen und zu dokumentieren.
Die jetzt von ULBRICH konzipierte Lösung ermöglicht es jetzt sowohl Parabel/Trapezfedern als auch Spiralfedern nach den verschiedenen Regelwerken bzw. Prüfabläufen auf einer Anlage kostengünstig und vollautomatisch zu prüfen.
Trapez- und Parabelfedern
Zur einfacheren Beladung dieser großen unhandlichen Federn ist die Anlage seitlich frei zugänglich.
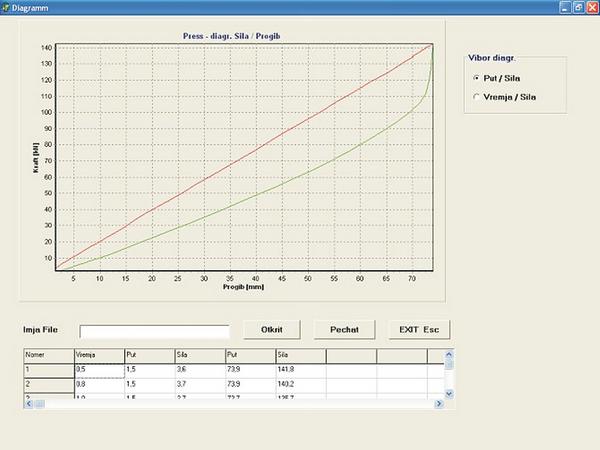
Die Zuführung und Positionierung erfolgt mittels Transportschlitten. In einem vollautomatischen Ablauf werden Kraft, Durchbiegung und die Federlängenänderung beim Be- und Entlasten mittels entsprechender Sensorik erfasst und gespeichert. Die Federkraft kann somit zu jeder frei wählbaren Federhöhe (Federkennlinie) und umgekehrt ermittelt werden.
Entsprechend den unterschiedlichen Bahnregelwerken werden die so gewonnenen Daten eines jeden Prüfablaufes den Solldaten gegenübergestellt und ausgewertet.
Schrauben- und Gummifedern
Im Unterschied zur Prüfung von Trapez- und Parabelfedern gilt es bei Schraubenfedern (und Gummifedern) auch die Auslenkrichtung und –kraft (Lateralkraft) zu ermitteln. Zwecks der einfacheren Beladung mit großen Federn ist auch der Aufsatztisch für die Messung der lateralen Kräfte seitlich zu verfahren. Im Anschluss an die Messung der Federkennlinie (ähnlich dem Prüfablauf für Trapez- und Parabelfedern) erfolgt der Prüfablauf Lateralkraft.
Mittels dreier hochpräziser Kraftsensoren zentrisch angeordnet zur Zylinderachse wird die Reaktionskraft und –Richtung gemessen und dann als resultierende Lateralkraft und Richtung errechnet. Nach dem Lösen der zwei Haltezylinder kann der entsprechende Auslenkweg gemessen werden.
Optional besteht jetzt die Möglichkeit die Feder mittels dieser Zylinder zurück in die Mittelposition oder auch darüber hinaus zu drücken. Darüber hinaus kann weiter das Drehmoment der Feder bestimmt werden.
Software
Die Kommunikation mit der Prüfanlage erfolgt mittels PC und einer einfach zu bedienenden Software. Ist das Programm für den Prüfablauf des jeweiligen Federtypes hinterlegt, wird es durch Eingabe der Federtype automatisch aufgerufen.
Bediener, Datum und Messgrößen der Feder werden bei jedem Arbeitszyklus erfasst bzw. generiert und gespeichert. Unabhängig davon sind jederzeit manuelle Eingriffe in den Prüfablauf möglich oder es können auch manuelle Prüfabläufe mittels Joystick durchgeführt werden.
Das Auswerteergebnis wird zusammen mit den anderen Kenndaten und der Federkennlinie am Bildschirm als I.O. (in Ordnung) oder N.I.O (nicht in Ordnung) angezeigt. Es kann jederzeit als Prüfprotokoll ausgedruckt werden. Zusätzlich ist der Ausdruck auf einem Etikettendrucker möglich
Die Vorteile
Durch die automatische Federzuführung und den automatischen Prüfablauf konnte neben der Erfüllung aller Qualitätssicherungskriterien, so auch die Effizienz, Prozesssicherheit und die Produktivität wesentlich erhöht werden.
ULBRICH, Lörrach
QE 537
Teilen:







{kind=link}