

Einlagestoffe sind in der Textilindustrie ein Massenartikel der als Bahnware produziert wird. Sie werden beispielsweise in Kostümen, Mänteln und Anzügen verarbeitet und dienen zur Erhöhung des Tragekomforts. Formtreue und Stabilität sowie Verarbeitbarkeit sind nur einige wesentliche Kriterien. Und mal ehrlich, wer geht schon gern in einem schlecht verarbeiteten Anzug oder Kostüm zu einem Vorstellungsgespräch oder gar einer Hochzeit?!
Kein Wunder also, daß an die Qualität des Massenartikels Einlagestoff hohe Ansprüche gestellt werden. Er verleiht den heute in der Modeindustrie verwendeten leichten Oberstoffen Festigkeit sowie Stabilität. Gleichzeitig wird die maschinelle Verarbeitbarkeit erhöht. Die Verbindung zwischen Ober- und Einlagestoff sowie die Stabilität wird durch das Aufbringen von Klebepunkten am Einlagestoff erreicht. In Beschichtungsanlagen wird die unbehandelte Bahnware über ein Abstreifsystem (=Beschichtungsrakel) mit einem chemischen Auftrag versehen. Dies geschieht heute typischerweise bei Produktionsgeschwindigkeiten bis zu 100 m/min und Bahnbreiten von ca. 2 100 mm.
Die Gleichmäßigkeit und Fehlerlosigkeit des Auftrages wurde bisher in einem weiteren Arbeitsschritt der sogenannten Wickelei visuell durch entsprechend geübtes Personal überprüft. Diese Art der Detektion von Fehlstellen in Folge ungleichmäßiger Beschichtung, Flusen oder sonstigen Ablagerungen ist jedoch nicht wirtschaftlich.
Der Aufwand steht im krassen Gegensatz zur Reklamationsrate.
Kein Wunder: Augen ermüden bei monotonen Aufgaben spätestens nach 2 Stunden und bei den vorliegenden schwierigen Beleuchtungsverhältnissen noch früher. Schwierig aus dem Grund, weil für die Sichtbarmachung des Klebepunktauftrages eine spektral selektive Beleuchtung notwendig ist.
Bei der Suche nach einer automatischen, visuellen Qualitätssicherungslösung führte in der Vergangenheit eben diese spezielle Lichteigenschaft in Verbindung mit den produktionsspezifischen Anforderungen an Bahngeschwindigkeit, Auflösung und Fehlerdetektion zu Absagen bei allen bekannten Anbietern im Bereich Machine Vision.
Hilfe wurde bei der RMV Machine Vision gefunden. Der Begriff RMV steht seit über einem Jahrzehnt für einen qualifizierten Anbieter von Oberflächeninspektionsanlagen. Die Systeme zeichnen sich durch Leistungsfähigkeit, Innovation, Bedienerfreundlichkeit, Langlebigkeit sowie Servicefreundlichkeit aus und rechnen sich für den Benutzer sehr bald nach Produktionsübergabe und Einführung in die betriebsinterne Qualitätssicherung.
Die typischen Zeiten für das Erreichen des Return of Invest liegen im Bereich voll 3 bis 6 Monaten für In-Line Inspektionsanlagen, durch deren Einsatz folgende unternehmerischen Ziele realisiert werden:
– Qualitätssteigerung:
Vermeidung bzw. starke Reduzierung von Ausschuß
– mehr Umsatz:
Erhöhung der verkaufbaren Materialmenge durch selektives Herausschneiden der Stellen mit minderer Qualität
– Imagesteigerung und Kostenreduktion: Verminderung der Reklamationsgefahr durch nicht gerechtfertigte Reklamationen
– Personaleinsparung und Kostenreduktion: Automatische, gleichbleibende, visuelle Kontrolle verringert den Personalaufwand
– Lagerplatzminimierung und Kostenreduktion: keine bzw. weniger Ausschuß und Reklamationen müssen gelagert werden.
Dies kommt nicht von ungefähr: alle Geräte und Systeme basieren auf Standardbauteilen und einem Grundkonzept. Bei den Inspektionssystemen für Bahnmaterial ist dies an den wiederkehrenden Komponenten erkennbar, die sich je nach Anwendung im Detail unterscheiden können:
– Traverse mit
– Steuer- und Kontrollelektrik Luft- oder
Wasserkreislauf zur Kühlung
– Beleuchtungseinheiten
– CCD-Kameramodulen
– Steuer- und Auswerterechner
– Bedienerterminal
– Software Application Pack RMV magnifier zur Oberflächeninspektion mit:
– Bedienerführung
– Einstellung der System- und Anlagenpa rameter
– Kontrolle aller wesentlichen Anlagenpa rameter
– Einstellung von Materialtyp oder Mate rialsorte
– Inspektion Start/Stop
– Produktion/Meßbetrieb
– Visualisierung der Meßergebnisse
– Datenspeicherung und Protokollierung
– Ausdruck von Ergebnissen und Proto kollen
– Statistik
– Bilddatenrecorder der Fehler
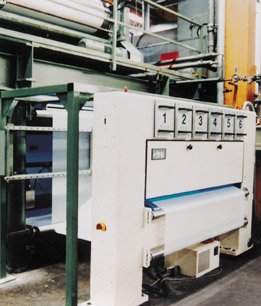
Im vorliegenden Fall ist die Lösung ein in die Beschichtungsanlage integriertes In-Line Inspektionssystem Textil, IS-T. Es erkennt Fehlstellen im Klebepunktauftrag ab einer Größe von 3 * 3 mm2 sicher und ermüdungsfrei direkt nach der Entstehung. Neben der Kennzeichnung der bereits durchgelaufenen Defekte über ein angeschlossenes Markiersystem findet sofort eine Rückkopplung zum Produktionsprozess statt, die zur Beseitigung der Fehlerursachen führt. Durch den Einsatz des In-Line Inspektionssystems werden die Arbeitsgänge der Wickelei wesentlich vereinfacht und können sogar automatisch durchgeführt werden.
Kernstück der Anlage sind 6 ortsfeste, hochauflösende (170µm) CCD-Sensormodule mit fest zugeordneten Beleuchtungseinheiten. Sie sind in Laufrichtung quer zur sich unter ihnen wegbewegenden Textilbahn angeordnet. Jeder CCD-Sensor ist für die Beobachtung eines Breitensegmentes der Materialbahn zuständig. Die kontinuierlich von den Kameras erfaßten Oberflächensignale werden an das zentrale Gehirn der Anlage dem Steuer- und Auswerterechner weitergeleitet, der die Datenströme des Gesamtsystems mit dem notwendigen Echtzeitverhalten verwaltet, bewertet und steuert.
Er setzt die von den Kameras gewonnenen Oberflächendaten in Informationen um und leitet Aktionen zur Prozessteuerung und Markierung ein. Die Visualisierung der Ergebnisse sowie die Bedienung und Einstellung erfolgt über eine Bedieneinheit (Workstation oder PC).
Der Benutzer hat ständig Zugriff auf alle Anlageninformationen. Auftretende Defekte werden grafisch in Echtzeit je Kamerasegment und pro laufenden Meter Bahnware fortlaufend visualisiert.
Bei allen Inspektionsanlagen der RMV befinden sich die Sensoren in der Nähe der Materialbahn. Das gesamte Rechnersystem (Bedieneinheit sowie Steuer- und Auswerterechner) ist vorn Inspektionsort absetz- und vernetzbar. Die standardisierten, servicefreundlichen Kameramodule sind ebenso wie die Beleuchtung in einer schwingungsarmen Stahlrahmenkonstruktion mit Seitenträgern und Verstrebungen (=Traverse) integriert, die auch die Daten- und Versorgungsleitungen aufnimmt. Der Einbau des Inspektionssystems mit der Bestellbezeichnung IS-T 3/170 erfolgt ohne Unterbrechung der laufenden Produktion und dauert weniger als einen Tag. Die Baumaße betragen Länge: 3950 mm, Breite: 2020 mm, Tiefe: 300 mm bei einem Gesamtmaschinengewicht voll ca. 2000 kg.
Anlagen des Typs IS-T sind im Mehrschichtbetrieb an unterschiedlichen Produktionsstätten im Einsatz. Die Erfahrungen seitens der Betreiber insbesondere der Qualitätssicherung sind durchweg positiv. Was aus betriebswirtschaftlichen Gründen nachvollziehbar ist, welches Unternehmen freut sich nicht bei einer Reklamationsrate von nahezu Null bei gesteigerter Produktivität ?!
Weitere Informationen A QE 407
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Teilen:







{kind=link}