



Die Kundenliste des Unternehmens sagt einiges über das Unternehmen Ernest Lehnert GmbH Fertigungsmesstechnik in Hattenhofen aus. Automobilhersteller und deren Zulieferfirmen, namhafte Unternehmen aus dem Maschinenbau, Werkzeug- und Sonderwerkzeugmaschinenbau, Gießereien… sind in dieser Liste aufgeführt. In enger Zusammenarbeit mit den Unternehmen wird eine große Anzahl der bei Lehnert hergestellten Messanlagen direkt an die Automobilindustrie und Werkzeugmaschinenbauer geliefert. Techniker verknüpfen an Ort und Stelle die Anlagen mechanisch und elektrisch zu kompletten Messeinheiten.
Die bei Ernest Lehnert aktuell erarbeitete Lösung eines SPC Messplatzes für die Zylinderkopfprüfung weicht von den konventionellen Verfahren – Messen mit der Koordinatenmaschine – erheblich ab. Zum Vergleich: Eine dokumentierte Komplettvermessung eines Zylinderkopfes im Feinmessraum mit einem Koordinatenmesssystem kann zwischen 1,5 und 2 Stunden dauern. Zwar werden damit die Forderungen des Abnehmers voll und ganz erfüllt, doch alleine die Zeitdauer des Verfahrens ist nicht wirtschaftlich. Heutzutage müssen Messungen außerhalb des Messraumes vergleichbar genau, jedoch erheblich schneller sein. Und das möglichst in unmittelbarer Fertigungsnähe. Aktuell sind Messeinrichtungen gefragt, die den Ventilsitz am Zylinderkopf innerhalb der Fertigungszyklen vermessen können. Wie das Referenzobjekt zeigt, wird ein kompletter Ventilsitz mit Führung in 9 Sekunden überprüft und vermessen. Außer der Messzeit ist die Rüstzeit einer Messeinrichtung von großer Bedeutung. Heutige Messsysteme sollten in der Lage sein, sehr flexibel zu arbeiten und möglichst ohne, oder zumindest mit kurzen, Rüstzeiten umzubauen sein. Je nach Fertigungsablauf sind von semiautomatischen Handmessplätzen bis hin zur vollautomatischen Messstation alle Variationen an Messeinrichtungen denkbar.
Die heutige Messtechnik muss im Vergleich zu den konventionellen Messmethoden und Messverfahren entschieden mehr leisten können. Auch die Anforderungen an die Zylinderkopfprüfung sind sehr viel anspruchsvoller geworden. So bieten sich zur besseren Erkennung von Formfehlern zum Beispiel spezielle Scanverfahren an. Zudem müssen sämtliche zu prüfenden Merkmale im verfügbaren Zyklus der Fertigung zu erfassen sein. Diese Anforderung könnte eine Messeinrichtung erfüllen, die alle zur Verfügung stehenden Messmethoden wie pneumatisch, optisch und inkrementell aufeinander abstimmt und miteinander verknüpft. Und deren Messprogramm die Ergebnisse messtechnisch koordiniert auswertet.
Reduktion der Emissionen
Die Zahl der Pkw und Lkw wächst. Und mit ihnen der Ausstoß an Schadstoffen. Wer die Motorenentwicklung der letzten Jahre in der Automobilindustrie genau verfolgt hat, erkennt die Fortschritte in Bauweise und Materialwahl. Auch Genauigkeit und Flexibilität spielen eine immer größere Rolle. Denn es gilt, die von Politik und Umweltverbänden immer wieder enger formulierten Spielräume in punkto Emissionsbelastungen einzuhalten oder besser gar zu unterbieten. Dabei rückt der Bau von Zylinderköpfen als wesentlicher Bestandteil des Motors zusehends in den Vordergrund. Denn sowohl das Betriebsverhalten als auch die Leistung des Motors werden entscheidend durch deren konstruktive Gestaltung beeinflusst. Zylinderköpfe steuern den Gaswechsel im Motor, sorgen für Frischgaszuführung und leiten die Abgase ab. Auf Grund dieser zentralen Aufgabe werden sie zum Dreh- und Angelpunkt regulierender Eingriffe.
Alle Anlagen sind Unikate
Ein besonderes Merkmal der Ernest Lehnert GmbH: Es gibt keine Serienmaschine. Jede Messeinrichtung ist optimal auf die Messaufgabe, das Werkstückhandling und auf den Bearbeitungsprozess abgestimmt. Ob manuelle oder vollautomatische Messeinrichtungen für die Zylinderkopfprüfung, eine 2-Flanken-Wälzmesseinrichtung oder optische Prüfsysteme zur Identifikation der exakten Außenkonturen und Checks auf unversehrte Oberflächen bearbeiteter Werkstücke, werden immer neu konstruiert und gebaut. Nicht zu vergessen die darauf abgestimmte Software.
Diese spezielle Stärke des Unternehmens, der Bau von Sondermessmaschinen für die Fertigung, hat das Unternehmen zu einem Partner der Industrie gemacht. Die Geschäftsführer Ernest Lehnert und Stephen Gardner wissen aus Erfahrung: „Immer wenn individuelle Lösungen gefragt sind, können wir häufig helfen. Um diesen Vorsprung zu erhalten, greifen wir auf ausgereifte Technologien zurück. In mehr als 1350 Anlagen sind Messsysteme der Fa. Lehnert im Einsatz. Aus diesem Grund setzen wir konstant auf interne Entwicklungsprojekte.
Jede innovative Neuerung wird von uns auf ihr Verhältnis Kosten zu Nutzen geprüft und, wenn technisch und ökonomisch sinnvoll, in unsere Produktpalette aufgenommen.“ Wo Standardkomponenten technisch und ökonomisch Sinn machen, werden sie im Hause Lehnert auch genutzt.
Sonys neue digitale Messtaster
Die für die Zylinderkopfprüfung eingesetzten neuen Messtaster der DK Serie und Interface Module der MG Serie von Sony für flexible Mehrstellenmessvorrichtungen sind dafür ein gutes Beispiel . Sie arbeiten mit dem bewährten Magnescale Prinzip: Die Kombination Maßstab mit magnetischer Teilung und Lesekopf mit magnetoresistivem Sensor erfasst zuverlässig magnetische Felder und setzt diese in elektrische Impulse um. Lineare Verschiebungen werden daher mit großer Schnelligkeit, hoher Genauigkeit und Auflösung erkannt. Zudem prädestiniert sie ihre Resistenz gegenüber Verschmutzungen für den Einsatz in rauer und unwirtlicher Arbeitsumgebung.
Mit maximal 0.1µm Auflösung und ± 0.5µm Genauigkeit über den gesamten Messbereich eignen sich die neuen Messtaster der DK Serie zum sicheren Messen kleinster Toleranzen. Und sie verfügen zudem noch über eine integrierte Referenzmarke. Dadurch lassen sich Kalibrierungszyklen der Messvorrichtung sehr vereinfachen oder reduzieren. Auf Grund ihrer schlanken Bauform mit 8mm Durchmesser sind die inkrementellen DK-Messtaster einfach in vorhandene Messvorrichtungen zu integrieren. Der Messbereich der neuen DK Serie liegt bei zwölf Millimetern. Auf Grund des großen Messbereichs können damit komplette Teilefamilien vermessen werden, ohne die Meßvorrichtung umzurüsten oder neu zu kalibrieren. Auch die hohe Ansprechgeschwindigkeit spricht für die neuen DK Messtaster. Mit 42 m/min sind sie optimal auf dynamische Messungen ausgelegt. Die Messbolzen können je nach Aufgabenstellung per Federkraft, Vakuum oder auch Druckluft betätigt werden. Über die TTL Standardschnittstelle lassen sich die Messtaster universell anschließen. Auch das Thema Temperatur spielt eine untergeordnete Rolle, da die magnetisch inkrementellen Messtaster von Sony, im Vergleich zu induktiven Messtastern, fast keine Temperaturdrift haben.
Neue digitale Interface Module
Komplettiert werden die neuen Sony Messtaster mit neuen Interface Modulen der MG Serie zur Auswertung der Messsignale. Wie bereits am Zylinderkopfprüfgerät praktiziert vereinfachen der modulare Aufbau und die einfache Montage auf DIN Montageleisten die Installation im Schaltschrank. Über dieses überaus flexible System können bis zu 64 Messtaster über eine Schnittstelle ausgelesen werden. Als Schnittstellen stehen RS 232, BCD und verschiedene Feldbussysteme, wie zum Beispiel Profibus, zur Verfügung. Durch diese Konstellation lassen sich große Datenmengen sehr schnell an übergeordnete Steuerungen oder Messrechner transportieren. Mit der MG Serie eröffnen sich für den Fertigungsmesstechniker zusätzliche Optionen. So lassen sich zum Beispiel interne Spitzenwerte wie PP, MAX, MIN und voreingestellte Toleranzgrenzen auswerten. Des Weiteren können die Werte direkt über das BCD Modul ausgegeben werden.
Vermessen werden im Detail
Unterschiedliche Ventilsitzgeometrien und Einlass-/Auslassventile mit variierenden Tiefen. Und das mit nur einem der hochauflösenden inkrementellen Messtaster. Aus Sicht der Ernest Lehnert GmbH bringt diese Lösung erheblichen wirtschaftlichen Nutzen mit sich: Verringerung der Anzahl Messköpfe, keine oder kaum Rüstzeiten und der Einsatz von Referenzwerkstücken oder Meistern für das Kalibrieren wird deutlich reduziert.
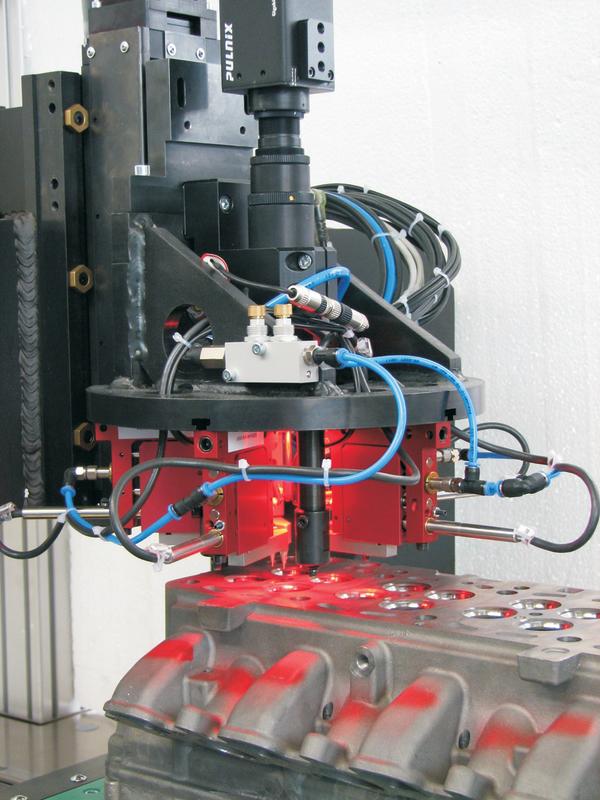
Der SPC- Messplatz des Referenzobjektes ist als Messtisch mit zwei Auflagen für das Werkstück konzipiert. An Platz 1 werden die Bohrungen und die Dichtheit des Ventilsitzes geprüft. Dieser Platz ist gleichzeitig mit einer drehbaren Werkstückablage ausgerüstet. An Platz 2 wird der Zylinderkopf mit Unterstützung seitlich angebrachter Rasterstellungen manuell positioniert und bei exaktem Sitz zur Messung freigegeben. Ventilkopf und Ventildurchführungsdurchmesser sind innerhalb 9 Sekunden vermessen, die Ergebnisse ausgewertet und sofort auf dem Monitor sichtbar. Für einen Zylinderkopf mit 24 Ventilen bedeutet das eine Gesamtprüfzeit von unter vier Minuten. Der komplette Messumfang am Beispiel des Referenzobjektes, dessen Einzelpunkte im Vorfeld mit dem Auftraggeber exakt definiert wurden, umfasst insgesamt folgende Einzelmessungen:
- Ventilsitzdurchmesser Ein- und Auslass
- Winkel der Ventilsitzringdichtfase
- Geradheit der Ventilsitzfläche
- Rundheit der Ventilsitze über fünf Punkte
- Rundlauf Ventilsitz zu Ventilführung
- Durchmesser Ventilführung über die komplette Führungslänge
- Ventilsitztiefe
- Dichtheit ( Durchfluss 400 cm3 / min ) und
- 25 unterschiedliche Bohrungsdurchmesser
Die Steuerung der Abläufe und lokale Auswertungen übernimmt das integrierte QP Messrechnersystem der Firma Lehnert. Die Konstruktion hat darauf geachtet, die Bedienoberfläche des Messrechners schlank und intuitiv, das heißt leicht erfassbar und bedienbar, zu gestalten.
Fazit
Für Ernest Lehnert fiel die Entscheidung pro Sony Messtaster DK 812 R in erster Linie aufgrund der Linearität des Tasters über den gesamten Messbereich sowie die Abdeckung großer Messbereiche. Das schließt zugleich die Messbarkeit einer breiten Werkstückvielfalt mit ein. Am Referenzobjekt wird´s sichtbar: Einlassventil Radius 26.600 Millimeter, Auslassventil Radius 24.700 Millimeter. In beiden Fällen wurden weder der Messtaster noch der Messschlitten getauscht. Sehr zufrieden sind die Fachleute bei Lehnert auch mit der hohen Auflösung von 0.1µm. Als große Erleichterung bei der Montage wurde auch die gleiche Baugröße der DK-Serie im Vergleich zu induktiven Messtastern empfunden. Die Sony Messtaster ließen sich somit einfach in den Standardmessschlitten einbauen. Ganz zu schweigen vom stimmigen Preis-/Leistungsverhältnis und der überaus kompetenten Beratung bei dieser für beide Seiten kniffeligen Aufgabe.
Ernest Lehnert Fertigungsmesstechnik, Hattenhofen
Sony Manufacturing Systems Europe, Semiconductor & Electronic Solutions, Stuttgart
QE 517
Teilen:







{kind=link}