

Firmen im Artikel
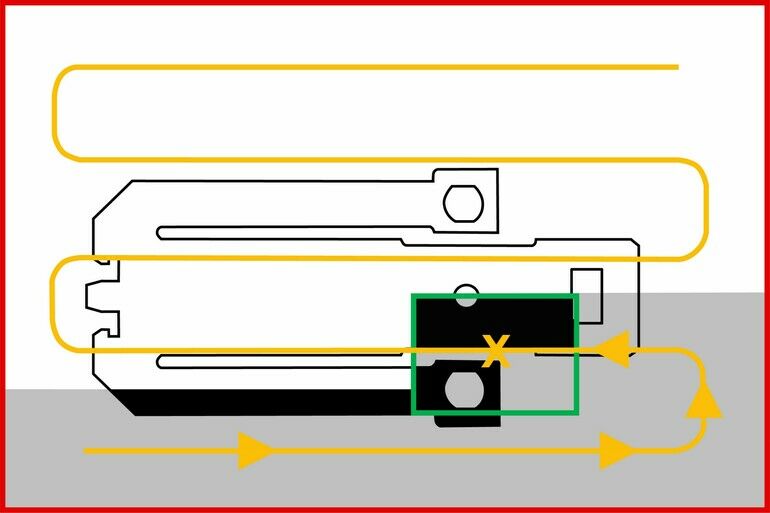
Bei hohen Anforderungen an die Messgeschwindigkeit zeigen sich die Vorteile berührungsloser Sensoren. Mit Scanning oder Rasterscanning HD werden während der Bewegung des Sensors kontinuierlich Messpunkte beziehungsweise Bilder aufgenommen. Die hohe Messgeschwindigkeit und hohe Messpunktedichte der optischen Messverfahren erlauben eine effiziente Digitalisierung des gesamten Werkstücks.
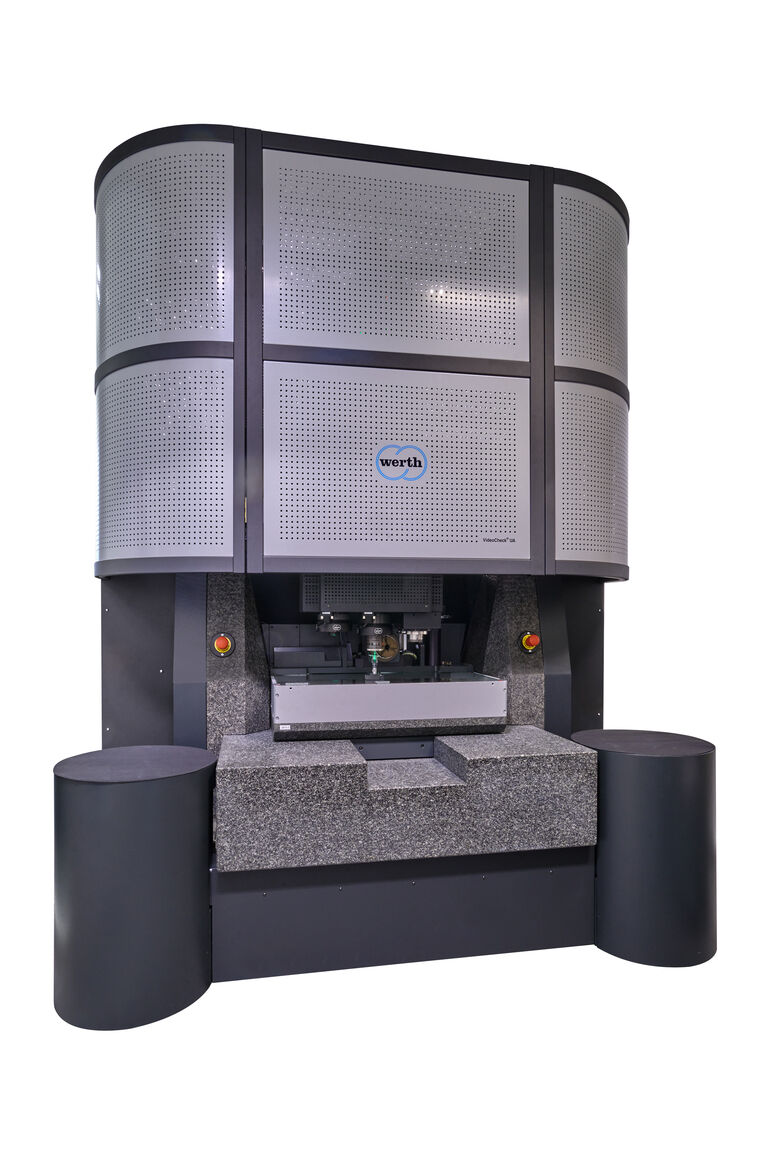
Optische Sensoren sind sowohl für fertigungsbegleitende Messungen mit hohen Taktraten als auch für besonders hohe Anforderungen an die Genauigkeit geeignet. Die sehr genauen Multisensor-Koordinatenmesssysteme Videocheck HA und UA von Werth bilden die Basis für verschiedene Anwendungen an der Grenze des Machbaren. Die patentierte Betriebsart Rasterscanning HD ermöglicht eine automatische Erfassung des gesamten Werkstücks mit dem Bildverarbeitungssensor. An Werkstücken wie Industriesieben, Filtern, Leiterplatten und Wafern werden bis zu 500 Bohrungen pro Sekunde erfasst und ausgewertet.
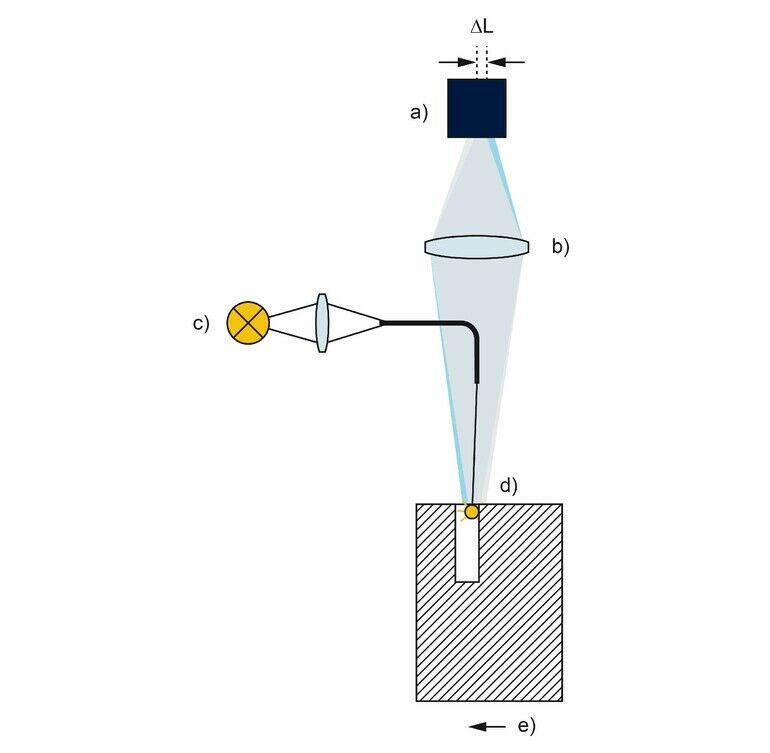
Wirtschaftliche Multisensor-Koordinatenmesssysteme wie der Scopecheck FB mit bis zu drei unabhängigen Sensorachsen für sehr hohe Flexibilität kommen sowohl in der Fertigung als auch im Messraum zum Einsatz. Die adaptierbaren chromatischen Sensoren bieten weitgehend oberflächenunabhängige Messungen auch an glänzenden oder transparenten Werkstücken. Als Ergebnis erhält man eine 3D-Messpunktewolke der Werkstückoberfläche. Mit dem Liniensensor Chromatic Focus Line werden beispielsweise Prägestempel, LED-Arrays oder Bipolarplatten mit einer Messgeschwindigkeit von 1 Million Messpunkten in unter 3 s erfasst.
Eine weitere berührungslose Sensortechnik ist die Röntgen-Computertomografie, die heute aufgrund von leistungsstarker Hard- und Software sogar Einsatz in der schnellen Fertigungskontrolle findet. Mit den von Werth entwickelten hochauflösenden Longlife-Transmissionsquellen sind auch mit kompakten CT-Geräten wie dem Tomoscope XS Plus schnelle Messungen mit hoher Leistung möglich. Bei zum Beispiel Mehr-Objekt-Messungen werden unterschiedliche Werkstücke inklusive Innengeometrien erfasst, dann erfolgt vollautomatisch die Separation der Messpunktewolken. Bei kleinen Kunststoff-Werkstücken erreicht man so Messzeiten bis hinab zu 1,5 s pro Werkstück.
Engmaschiges Abtasten
kleiner Strukturen
Bei besonders kleinen und empfindlichen Werkstücken sind berührungslose Sensoren und Mikrotaster mit geringer Antastkraft von Vorteil. Der von Werth patentierte Mikrotaster Fiber Probe verfügt über eine sehr kleine Tastkugel bei entsprechend hoher Auflösung. Darüber hinaus bietet das taktil-optische Messprinzip mit Erfassen der Tastkugelposition durch optische Sensoren eine sehr geringe Antastabweichung. Am Videocheck HA werden beispielsweise Zylindrizitäten von Bohrungen mit Durchmesser unter 50 µm von Glas-Durchkontaktierungen (TGV) gemessen. Der Videocheck UA steht seit 2023 mit einer verbesserten Längenmessabweichung MPE E1 von (0,15 + L/2000) μm zur Verfügung. Mit dem Punktsensor Chromatic Focus Point werden beispielsweise Formabweichungen ± 50 nm an Freiformflächen nachgewiesen.
Für hohe Auflösungen mit Computertomografie-Koordinatenmesssystemen wurden Submikrofokusquellen entwickelt. Durch Nachfokussierung des Elektronenstrahls erhält man kleine Brennflecke für eine hohe Strukturauflösung. So können zum Beispiel die Faserstruktur von Filtern oder die Eindringtiefe von Partikeln gemessen werden. Die zerstörungsfreie Messung von Innengeometrien ist nur mit CT möglich; hier können Dimensionen im einstelligen Mikrometerbereich ermittelt werden.
Das Potenzial eines Sensors kann nur ausgeschöpft werden, wenn das Grundgerät eine der Antastabweichung des Sensors entsprechend geringe Längenmessabweichung bietet. Bei der Messunsicherheit sind zudem Einflüsse von Werkstück, Bediener und Umgebung zu berücksichtigen. Sie kann durch die Reproduzierbarkeit von Messungen an Werkstücken gleicher Art abgeschätzt werden. Die Messunsicherheit sollte um den Faktor 10 geringer sein als die Toleranzen. So liegt nicht nur der gemessene, sondern auch der wahre Wert sicher innerhalb der Toleranzen. Damit wird unnötiger Ausschuss vermieden und das Toleranzband kann von den Fertigungsmaschinen anstatt den Messsystemen ausgeschöpft werden.
Reproduzierbarkeiten von etwa 100 nm möglich
Beispielsweise werden mit dem Videocheck UA und dem Bildverarbeitungssensor sowie dem Fiber Probe Werkstücke wie Prüfzylinder oder Smartphone-Objektive mit Toleranzen bis hinab zu ± 1 µm mit Reproduzierbarkeiten von etwa 100 nm gemessen. Zur Videocheck-Baureihe gehört auch ein sehr genaues Koordinatenmessgerät für die Werkzeugmessung. Die vertikale Drehachse verhindert das Durchbiegen langer Werkstücke und sorgt für eine kleine Stellfläche. Mit dem Videocheck HA und dem Fiber Probe werden zum Beispiel Schaftwerkzeuge oder Mikrowälzfräser mit geringsten Formtoleranzen bis zu 2 µm mit Wiederholbarkeiten von wenigen 100 nm gemessen.
Koordinatenmesssysteme mit Computertomografie stehen für Werkstücke verschiedener Größe zur Verfügung. Röntgenquelle und Detektor sind entsprechend den Anforderungen der Messaufgabe wählbar, beispielsweise die zur Durchstrahlung des Werkstücks notwendige Röntgenspannung. Mit dem Tomoscope S werden Werkstücke wie Endoskopspitzen oder Zahnimplantate mit geringsten Toleranzen bis zu ± 4 µm und entsprechend Reproduzierbarkeiten von etwa 400 nm gemessen.
Durch die Entwicklungen der vergangenen Jahre, zum Beispiel Submikrofokusquellen und spezielle Softwareverfahren, hat die Computertomografie stark aufgeholt. Bei extrem hohen Anforderungen an Messgeschwindigkeit, Auflösung und Genauigkeit sind optische oder taktil-optische Sensoren jedoch noch im Vorteil.
Dr. Schirin Heidari Bateni
Redaktion
Werth Messtechnik
www.werth.de

Webhinweis
Mehr zum Multisensor-
Koordinatenmessgerät
Scopecheck FB erfahren Sie in diesem Video von Werth:








{kind=link}