



In der Fertigung elektronischer Baugruppen lässt sich ein genereller Trend in Richtung „Outsourcing“ für den Produktionsprozess feststellen. So haben sich, bedingt durch diese Strömung, neben einigen wenigen großen Dienstleistungsanbietern, besonders kleine und mittlere Unternehmen herausgebildet, welche zum Teil durch Spezialisierung auf bestimmte Technologien ihren festen Platz in diesem hart umkämpften Markt gefunden haben.
Jens Kokott, GÖPEL electronic GmbH, Jena
Aufgrund des enormen Wettbewerbsdrucks in der Branche wird, gerade von diesen Firmen, eine hohe Flexibilität hinsichtlich der Produktvielfalt als Voraussetzung für das Überleben gefordert. So ist an dieser Stelle das „High-Mix, Low-Volume“ der eher typische Fall, als die Fertigung einiger weniger Produkte in hohen Stückzahlen.
High Mix, Low-Volume
Hinsichtlich der Wettbewerbsfähigkeit stellt ein auf diese Anforderungen optimal ausgerichteter Fertigungsprozess mit hohem Yield einen nicht zu unterschätzenden Anteil dar. Wie man diesen durch gezielten Einsatz von AOI-Systemen, bei akzeptablen Investitionen in den Fertigungs- und Testprozess, erlangen kann, ist die alles entscheidende „Gretchenfrage“.
Tendenziell lassen sich zwei grundlegende Richtungen erkennen:
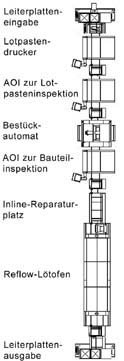
1. die Überwachung des Fertigungsprozesses in kleinen Qualitätsregelschleifen, z.B. nach dem Lotpastendruck und der Bauteilbestückung. Dies ist nach wie vor eine äußerst effektive Herangehensweise, durch die besonders die Reparaturkosten für aufgetretene Fertigungsfehler auf ein Minimum reduziert werden und sich gleichzeitig die Ausbeute für jeden Produktionsschritt erhöht (Bild 1).
Untersuchungen haben ergeben, dass bei diesem Einsatzkonzept unter Konstanthaltung von Produktionsparametern ein vernachlässigbarer Anteil von Lötfehlern übrig bleibt, deren Erkennung bzw. Behebung in keinerlei Relation zu den dafür aufzubringenden Kosten steht. Vorteilhaft ist dabei auch der erheblich verringerte Aufwand bei der Prüfprogrammerstellung für das AOI-System.
2. der End-of-Line Test (EOL) durch ein einziges AOI-System (Bild 2)
Diese Vorgehensweise ist besonders bei kleinen und mittleren Unternehmen anzutreffen, die den Aufbau einer Teststrategie in kleinen Regelschleifen aus Investitionsgründen nicht ermöglichen können. Oftmals geht dies dann noch einher mit enorm reduzierten Personal-Ressourcen in der Fertigungsplanung und -überwachung, so dass der alleinige Test am Ende der Produktion (EOL) als einzige Alternative übrig bleibt.
Strategie-Mixe sind verbreitet
In einem solchen Fall ist die Kombination aus AOI, ICT und Funktionstest für einen hohen Qualitätsstandard sehr sinnvoll. Gleichermaßen wird diese Strategie auch zunehmend interessant für eine sukzessive Ablösung der elektrischen Testsysteme durch AOI, um besonders bei hohem Produktmix mit kleinen Stückzahlen die Initialisierungskosten für den ICT zu reduzieren. Während dieser Übergangszeit bleiben die Risiken einer Umstellung auf AOI begrenzt, was besonders wichtig bei großer Produktvielfalt und kleinen Stückzahlen ist.
Für die Aufrechterhaltung eines effizienten Fertigungsprozesses ist bei Einsatz von AOI-Systemen jedoch dessen unkomplizierte Handhabung und eine optimale Fehlerabdeckung ein entscheidende Faktor.
Qual der Wahl bei der Evaluierung eines AOI-Systems
Bei der Auswahl eines geeigneten Systems sieht sich dann der künftige Anwender einer Vielzahl von Anbietern und Systemen gegenüber, die ihrerseits mit vielfach nicht vergleichbaren Features und Termini ihrer Systeme aufwarten. So stellt bereits die Auswahl der Leistungs-, oder besser charakterisiert, der Preisklasse – eine nicht zu unterschätzende Aufgabe dar. Wird dabei mit einer hohen Anzahl von Kameras und Beleuchtungen das Gefühl assoziiert, dass nur damit eine maximale Fehlerabdeckung möglich ist? Aber was bedeutet eine solche Unmenge von Variationsmöglichkeiten und Parametern bezüglich des Aufwandes für die Programmerstellung? Gerade bei dem eingangs zitierten „High-Mix, Low-Volume“ ist die Zeitspanne für die Erstellung eines Testprogramms oftmals stark begrenzt und der Bediener einem großem Druck ausgesetzt.
Lötstellenkontrolle im Einklang mit komfortabler Prüfprogrammerstellung
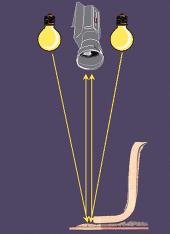
GÖPEL electronic bietet durch eine optimale Anordnung von Kamera, Optik und Beleuchtung die Möglichkeit, mit nur zwei Kameras neben den üblichen Inspektionsaufgaben wie Anwesenheit, Lagerichtigkeit und Polarität, auch optimale Bedingungen für die Lötstellenkontrolle an SMD-, IC- und THT-Verbindungen zu schaffen (Bild 3).
Das Konzept beruht auf folgenden Gegebenheiten: Durch die eng um die Kamera angeordnete Beleuchtung wird, bei Vorhandensein eines Meniskus, das auftreffende Licht in verschiedene Richtungen reflektiert und erzeugt an diesen Stellen dunkle Bereiche.
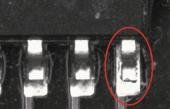
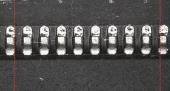
Ist hingegen der Meniskus nicht vorhanden, z.B. durch fehlendes Lot oder durch einen oben aufliegenden Pin, präsentieren sich diese Bereiche durch eine Totalreflexion mit hoher Helligkeit (Bild 4 und 5). Während der Prüfung wird nun innerhalb dieses Bildes nach einer exakten Positionsbestimmung des jeweiligen IC-Pins der Anteil der Totalreflexion in den betreffen Bereichen ermittelt und eine Aussage über die Qualität der Lötverbindung getroffen. Für die verschiedenen IC-Typen steht dem Anwender eine umfangreiche Bibliothek zur Verfügung, die in sehr komfortabler Form auch selbst erweitert werden kann.
Optimierte Ausleuchtung
Dieses eingesetzte Verfahren beweist, dass für eine hohe Fehlerabdeckung in der Lötstellenkontrolle nicht primär die Anzahl von Kameras und Beleuchtungen ausschlaggebend ist. Es sind vielmehr die optimale Auflösung bei verzeichnungsfreier Abbildung durch das Objektiv sowie die Stabilität und Steuerbarkeit der Lichtquelle.
Mit den eingesetzten ultrahellen Leuchtdioden und der speziell dafür entwickelten Ansteuerung, ist diese Voraussetzung an den OptiCon-Systemen gegeben. Bedingt durch die konstruktive Anordnung der Beleuchtungseinheit um das Kameramodul, ist gleichzeitig eine ausreichende Ausleuchtung von „Bauteilschluchten“ (z.B. bei Mischbestückung) möglich, wodurch quasi keine Designvorgaben bei der Baugruppenentwicklung zu beachten sind. Die Möglichkeit der Helligkeitssteuerung erlaubt gleichzeitig eine optimale Darstellung von Bauteilen, bei denen, z.B. bedingt durch ihre Oberflächenreflexion, mit einer einzigen globalen Helligkeitseinstellung keine Prüfung möglich ist.
In Kombination mit dieser Beleuchtungsanordnung bewirkt die telezentrische Optik des Kameramoduls sowohl eine verzeichnungsfreie, als auch hochauflösende Abbildung. Ein erhöhter Aufwand für die Korrektur von Prüfbereichen oder vermehrte Pseudofehler am Rand des Betrachtungsfeldes sind somit de facto ausgeschlossen. Abb. 6 und 7 zeigen den Unterschied bei der Abbildung einer QFP-Pinreihe mit einem herkömmlichen Objektiv und einer telezentrischen Optik. Durch die hohe Auflösung ermöglicht dieses Kameramodul zusätzlich eine Prüfung bis Pitch-Raster 0.2.
Fazit
Die Auswahl der geeigneten Teststrategie für die Fertigung elektronischer Baugruppen stellt eine äußerst anspruchsvolle Aufgabe dar, welche zusätzlich bei großer Produktvielfalt und kleinen Stückzahlen an Komplexität gewinnt. Oftmals steht dies zudem besonders bei kleinen und mittleren Dienstleistungsunternehmen einem begrenzten Budget gegenüber. Als Kompromiss ist häufig ein AOI-System mit Lötstelleninspektion zur Kontrolle des fertigen Produktes die sinnvollste Testvariante, um speziell die hohen Initialisierungskosten eines In-Circuit-Testsystems zu vermeiden. Mit den AOI-Systemen der OptiCon-Familie von GÖPEL electronic stehen für diese Prüfaufgabe besonders leistungsstarke Systeme mit attraktivem Preis-Leistungs-Verhältnis zur Verfügung, die durch ihr Hard- und Softwarekonzept zudem eine komfortable Prüfprogrammerstellung in kürzester Zeit ermöglichen.
Literatur:
[1] Gailing, Ewald: Strategien zur wirtschaftlichen Produktion von elektronischen Baugruppen, Eugen G. Leuze Verlag, Bad Saulgau, 1999
[2] Maiwald, Dr. Werner J.: Lötfehler, Eugen G. Leuze Verlag, Bad Saulgau, 2001
QE 524
Teilen:







{kind=link}