


Bei den Schmiedewerken Gröditz GmbH, einem traditionsreichen Unternehmen der Stahlbranche in Sachsen, werden neben Ringwalzerzeugnissen auch Freiformschmiedestücke bis 45 Tonnen hergestellt und auf Wunsch auch mechanisch vor- oder fertig bearbeitet. Die hohen Anforderungen der Kunden an Werkstoff und Wärmebehandlung zwingen zu einer strikten Einhaltung strenger Qualitätsnormen auch für Freiformschmiedeteile.
Dipl.Ing. Peter Köppe, Leiter Projekte Messen + Prüfen, HAHN+KOLB Werkzeuge GmbH
Bisher wurde in der Vergüterei der SWG z.B. die Härteprüfung in weitgehend mühevoller Handarbeit durchgeführt. Die geschmiedeten Rohlinge sind an verschiedenen Stellen der Oberfläche zeitraubend von Hand bearbeitet worden (z.B. mittels Winkelschleifer oder biegsamer Welle mit Schleifstein), um vor der Härteprüfung die vorhandenen Zunderschichten zu entfernen und diese Fläche für eine optische Vermessung der Härteeindrücke vorzubereiten.
Zur eigentlichen Härteprüfung wurde eine alte Brinellpresse benutzt, die allerdings trotz regelmäßiger Wartung und Pflege nicht mehr in ausreichender Genauigkeit arbeitete und vor der Ausmusterung stand. Da diese Brinell-Presse nicht über eine Einrichtung zur optischen Vermessung des Kugeleindrucks verfügte, benutzte man zur Härteermittlung eine externe Videomesseinrichtung. Das Ergebnis wurde schriftlich festgehalten.
Aufgabe
Der beschriebene Prüfablauf ist sowohl personal-, wie auch zeitintensiv und erforderte eine sehr sorgfältige Vorgehensweise der Prüfer bei der Oberflächenvorbereitung und der Eindruckvermessung, um Fehlmessungen bzw. eine zu große Streuung der Messwerte zu vermeiden.
Eine kontinuierliche und zeitnahe Kontrolle der gefertigten Freiformschmiedeteile war dadurch nur bedingt möglich.
Abhilfe schaffen sollte ein neues, weitgehend automatisch arbeitendes Härteprüfsystem, an das folgende Anforderungen gestellt wurden:
- Ausführung des Prüfsystems als verfahrbares Portal mit kombinierter Härteprüf- und Fräseinheit
- Größe des Prüfraumes: Länge ca. 20 m, Breite ca. 3 m, Höhe ca. 1,5 m
- Deutliche Verkürzung der notwendigen Zeiten für Prüfpunktvorbereitung und Prüfzeit
- Geeignet zur normgerechten Härteprüfung nach DIN EN ISO 6506 (Brinell) und DIN EN ISO 6508 (Rockwell)
- automatischer Ablauf der Prüfflächenbearbeitung und der Härteprüfung
- reproduzierbare Qualität der Prüffläche durch Anfräsen (Frästiefe einstellbar, Standard 3 mm, max. Tiefe 7 mm)
- Erfüllung der CE-Konformität für das Härteprüfportal
- Einfaches Be- und Entladen der Härteprüfmaschine durch das Bedienpersonal mittels Hallenkran.
- Einfache Festlegung der einzelnen Prüfstellen durch den Prüfer mittels eines eingebauten Laserpointers.
Lösung
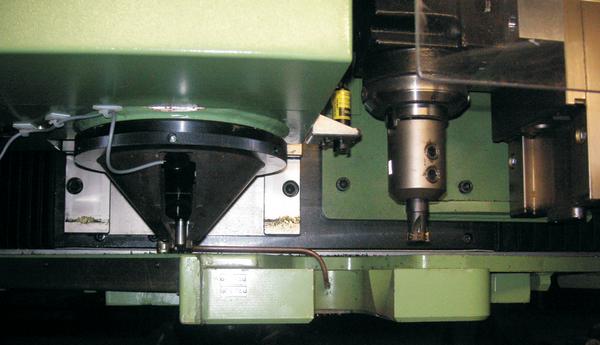
Zur Erfüllung der gestellten Anforderungen wurde von Fa. EMCO-TEST Prüfmaschinen GmbH, Kuchl (Österreich) ein auf Schienen verfahrbares Härteprüfportal konzipiert und durch HAHN+KOLB Werkzeuge GmbH, Stuttgart, als deren deutsche Vertretung, angeboten. Das Konzept gestattet es, die an der Quertraverse des Portals befindliche Fräs- und Härteprüfeinheit auf einer Länge von 20m, einer Breite von 2,7m und einer Höhe von 1,5m zu verfahren. Innerhalb dieses Raumes können, wenn erforderlich, mehrere Freiform-schmiedeteile (auch unterschiedlicher Abmessungen) oder aber große Einzelstücke positioniert und geprüft werden. Der Bediener fährt das Portal per Handsteuerung und mit Unterstützung eines Laserpointers an alle gewünschten Prüfpunkte und löst dort jeweils den Fräs-und Prüfvorgang aus.
Der Prüfablauf startet nach der jeweiligen Prüfpunktfestlegung. Das Portal senkt die Fräs- und Prüfeinheit auf die Oberfläche am Prüfpunkt ab. Das eingebaute Frästiefenabtastmodul legt den Nullpunkt für die einstellbare Frästiefe innerhalb von ± 0,1 mm fest (bezogen auf die Ebenheit innerhalb des Fräser-Durchmessers). Die Fräseinheit fräst in 1 mm-Schritten in die Oberfläche.
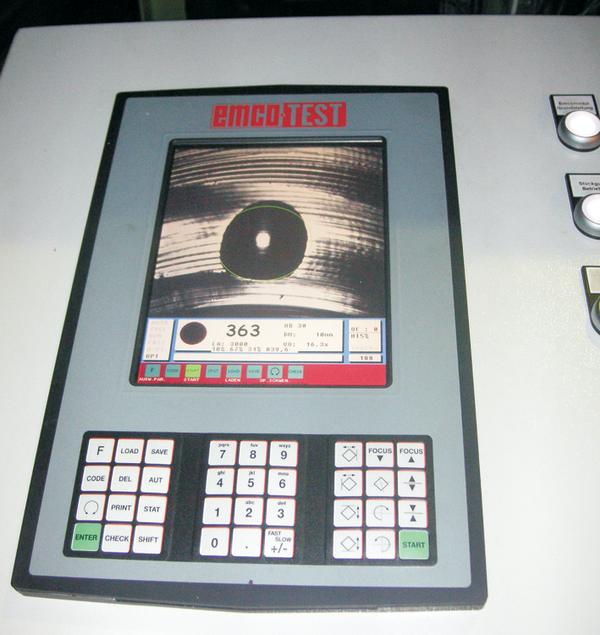
Nach dem Fräsvorgang wird die Härteprüfeinheit in Position gebracht und die normgerechte Härteprüfung nach Brinell (HBW10/3000) gestartet. Lastaufbringzeit sowie Haltezeit werden in einem closed-loop-Verfahren geregelt und gesteuert. Die Vorgaben der DIN EN ISO 6506 hinsichtlich der zulässigen Lastabweichungen (< 1 %) werden eingehalten. Der Kugel-Eindruck wird durch eine CCD-Kamera aufgenommen, durch die Software normgerecht ausgewertet und zusammen mit dem Härtewert auf dem am Steuerpult befindlichen TFT-Monitor angezeigt. Das Steuerpult befindet seitlich am Härteprüfportal und fährt mit. Für den Prüfer ist am Steuerpult eine Plattform integriert, sodass auch dieser bei Verfahrung des Portals in Längsrichtung mitfährt und problemlos über den integrierten Laserpointer die gewünschten Prüfpunkte auf der Oberfläche ansteuern kann.
Durch eine am Portal befindliche Lichtschranken-Vorrichtung wird sowohl die Kollisionsgefahr beim Verfahren des Portals mit anderen Schmiedeteilen vermieden, wie auch der unbefugte Zutritt von Personen in den Prüfbereich. Damit ist die CE-Konformität gewährleistet, ohne dass die Beladung der freien Flächen zwischen den Schienen mit neuen Schmiedeteilen behindert wird.
Nutzen und Erfahrungen
Nach der Inbetriebnahme und der Optimierungsphase der Härteprüfanlage, zeigten sich schnell die Vorteile der neuen Härteprüfanlage:
- Der Härteprüfprozess ist erstmals 100 % reproduzierbar und damit bediener-unabhängig
- Die Zeit für die Härteprüfung von Groß-Schmiedeteilen wird durch die integrierte Fräs- und Prüfeinheit drastisch reduziert
- Durch den verfügbaren großen Prüfraum (Verfahrlänge des Portals = 20 m) können jetzt während der Prüfung bereits die nächsten Prüflinge mittels Hallenkran bereit-gestellt werden, dadurch ergibt sich ebenfalls eine Reduzierung der Durchlaufzeiten für die Härteprüfung
- Die gleichbleibende Qualität der Fräsoberfläche erlaubt das sichere automatische Vermessen der Eindrücke. Im Zweifelsfall ist eine manuelle Nachvermessung der Eindrücke möglich.
- Die Umweltbelastung und damit auch die Belastung des Prüfpersonals durch Lärm und Schleifstaubentwicklung der Winkelschleifer entfällt.
- Auch vergütete Werkstücke können nach kurzem Umbau der Prüfeinheit normgerecht nach Rockwell (HRC, DIN EN ISO 6508) geprüft werden.
HAHN+KOLB Werkzeuge, Stuttgart
QE 538
Teilen:







{kind=link}