





Schnelligkeit ist Trumpf in der Formel 1, nicht nur auf der Rennstrecke. Bei der Umsetzung von konstruktiven Änderungen an einem Rennwagen besteht oft ein extremer Zeitdruck, da den Entwicklern, Fertigern und Messtechnikern nur wenige Tage vom 3D-Modell auf dem Monitor bis zum fertigen Bauteil, das häufig bereits im nächsten Test oder Rennen eingesetzt werden soll, zur Verfügung stehen. Trotz des Zeitdrucks darf natürlich die Qualitätsprüfung der Teile nicht darunter leiden.
Dipl.-Phys., MBM Hubert Lechner Steinbichler Optotechnik GmbH, Neubeuern
Sowohl materialtechnische Prüfungen (mechanische Belastbarkeit, Fehlerfreiheit der CFK-Teile etc.) als auch Überprüfungen der Profilformen für optimale Strömungsverhältnisse werden in der Qualitätssicherung bei SAUBER MOTORSPORT AG in Hinwil (CH) sehr groß geschrieben.
Seit März diesen Jahres konnte mit Hilfe des 3D Laserscanners T-SCAN die Prüfzeit unter beachtlicher Steigerung der Prüfqualität von etlichen Fahrzeugkomponenten deutlich verkürzt werden. Bei den zu untersuchenden Komponenten handelt es sich hauptsächlich um Flügelprofile, Heckverschalungen, Unterboden, die dazu gehörenden Negativ- und Positivformen sowie die entsprechenden Windkanalmodelle.
Entwicklung am Modell
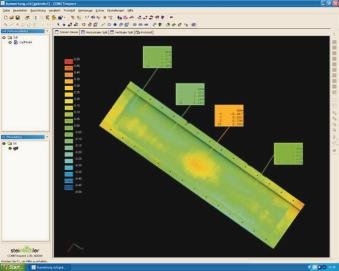
Am Anfang eines neuen Fahrzeuges stehen die Entwicklungsarbeiten am CAD-Modell und die rechnergestützten Optimierungsarbeiten der Aerodynamiker, welche für die unterschiedlichen Rennstreckentypen mit Hilfe der CFD (Computational Fluid Dynamics)-Analyse die am besten geeigneten Profile herausfinden. Anschließend werden 60%-Windkanalmodelle gefertigt, mit Sensoren ausgerüstet und im eigenen neu errichteten Windkanalzentrum in Hinwil getestet. Bereits an diesem Punkt kann mit dem Laserscanner T-SCAN und der Inspektionssoftware COMETinspect die Übereinstimmung des realen Windkanalmodells mit dem Soll-Datensatz der CFD-Ingenieure visualisiert und gegebenenfalls noch korrigierend eingegriffen werden. Für die Herstellung der Modelle kommen sowohl Rapid-Prototyping-Verfahren als auch Laminiertechniken zum Einsatz. Auf Basis der im Windkanal erfolgreich getesteten Modellteile werden vom Composite Design Team extrem leichte Originalteile aus Faserverbundwerkstoffen (composites) konstruiert. Die einzelnen Lagen des Composite-Materials werden exakt nach dem berechneten Laminationsplan von Hand in die Negativform eingelegt, im Vakuumsack entlüftet und anschließend unter Druck und Temperatur im Autoklaven „gebacken“. Negativ- und Positivmodelle der Profile in Originalteilgröße können ohne jegliche Vorbehandlung mit dem handgehaltenen Laserscanner schnell dreidimensional erfasst und mit dem vorgegeben Soll-Datensatz verglichen werden.
Scannen ist Tagesgeschäft
„Das T-SCAN System ist für uns ein sehr effizientes Messsystem, das die Prüfzeiten unserer Formen und Profile stark gesenkt hat, und das bei einer deutlichen Steigerung der Prüfqualität.“, so Christoph Eichenberg, der Leiter der Qualitätssicherung bei SAUBER Motorsport. Er und sein Kollege, Mathias Schoppe, arbeiten im Messtechniklabor fast täglich mit dem T-SCAN System und der Inspektionssoftware COMETinspect. Sie schätzen neben der Zuverlässigkeit des Systems die kompetente Unterstützung durch die Support-Mitarbeiter der Steinbichler Optotechnik bei der Inbetriebnahme und Schulung. In der über einjährigen Entscheidungsphase wurden neben dem T-SCAN System mehrere Scanner, von der Streifenprojektion beginnend, über Scanner auf Messarmen bis zu Lasertrackern getestet. Wie so oft, spielte die Kombination der T-SCAN-Eigenschaften eine ausschlaggebende Rolle bei der Systemwahl: Einfache Bedienbarkeit des Scanners und der Software, hohe Datenqualität auch auf glänzenden Oberflächen (ohne Vorbehandlung), Mobilität, großes Messvolumen und zusätzliches Messen von Einzelpunkten und Polylinien mit dem optisch getrackten Messtaster. „Das T-SCAN System hat sich bei uns in der Qualitätssicherung zu einem hervorragenden Werkzeug etabliert, das wir nicht mehr missen möchten“, so QS-Leiter Herr Eichenberg und fügt hinzu: „Wir können nun sehr genau hinschauen, was in unseren Fahrzeugen verbaut wird“.
QE 510
Teilen:







{kind=link}