




Während sich bei der optischen Inspektion in der Fertigung berührungslose Kameralösungen mit eindrucksvollen Zuwachsraten durchsetzen, entwickelt sich die dreidimensionale Meßtechnik erheblich konservativer. Mechanisch arbeitende Koordinatenmeßmaschinen lassen zwar mit Computerunterstützung bequem die vollautomatische Abtastung von Prüflingen zu, benötigen jedoch prinzipbedingt lange Meßzeiten. Der Wunsch nach einer schnelleren und robusteren Meßmethode für häufige Stichproben oder für die 100%-Prüfung der Produktion hat zur Entwicklung von berührungslosen optischen Verfahren geführt.
Dr.-Ing. Norbert Bauer, Koordinator der Fraunhofer-Allianz Vision,Erlangen
Die Anforderungen an die Genauigkeit reichen dabei von rein qualitativen Daten bis zur hochgenauen Messung im Mikrometerbereich. Der praktische Einsatz dieser Meßtechnik wird dadurch erschwert, daß für verschiedene Anwendungsfälle verschiedene Meßverfahren notwendig sein können. Der Beitrag soll einen Überblick über die wichtigsten Verfahren und ihre Möglichkeiten und Grenzen geben.
Aktive und passive Verfahren
Bei der Aufnahme von dreidimensionalen Daten unterscheidet man grundsätzlich zwischen aktiven und passiven Verfahren. Aktive Verfahren benötigen eine spezielle Beleuchtung des Prüflings entweder mit einem Laser oder mit verschiedenen Lichtmustern.
Passive Verfahren kommen hingegen mit Umgebungslicht oder ungerichteter Beleuchtung aus. Zu den bekanntesten passiven Verfahren zählt das Stereoverfahren. Dabei nehmen zwei Kameras aus unterschiedlichen Blickwinkeln einen Meßpunkt aus. Die 3D-Information wird über das Triangulationsprinzip bestimmt. Die beiden Kameras und der Meßpunkt bilden die Eckpunkte eines Dreiecks. Da die Position der Sensoren bekannt ist, kann die Tiefe des Meßpunkts mathematisch berechnet werden.
Das Verfahren setzt allerdings voraus, daß ein bestimmter Meßpunkt in beiden Kameraansichten gefunden werden kann. Besonders leicht fällt diese Aufgabe bei markanten Punkten oder Kanten, evtl. können auch spezielle Meßmarken auf dem Prüfling aufgebracht werden. Prinzipiell problematisch ist die Zuordnung von kontrastarmen Bildbereichen Textur oder Kontur.
Bei den aktiven Verfahren wird dieses Problem durch die spezielle Beleuchtung des Prüflings gelöst. Ein Projektor oder Laser sorgt für einen markanten Punkt oder ein leicht erkennbares Lichtmuster auf der Oberfläche.
Bei der Lichtpunktmessung strahlt der Projektor einen Oberflächenpunkt an, der im Kamerabild als heller Punkt erscheint und präzise lokalisiert werden kann. Soll der gesamte Prüfling vermessen werden, muß sich der Lichtstrahl oder der Prüfling bewegen. Eine gebräuchliche Anwendung besteht in der Verwendung eines Lasers, dessen Strahl mit Hilfe eines Spiegels oder eines Poligonrades schnell bewegt werden kann. Durch die gute Konvergenz des Lasersstrahles ist die Ausdehnung des Lichtpunktes unabhängig vom Abstand zur Oberfläche. Diese Laserscan-Methode eignet sich auch besonders gut zur Vermessung von gleichmäßig bewegten Prüflingen, z.B. auf einem Förderband. Der Laserscanner wird dabei quer zur Transportrichtung eingesetzt, so daß eine zeilenweise Erfassung des Höhenprofils erreicht wird. Mit diesem Verfahren können bei hoher Meßgeschwindigkeit auch hohe Meßgenauigkeiten erreicht werden. Idealerweise sollte der Prüfling jedoch eine nicht glänzende Oberfläche ohne Hinterschneidungen und große, eng benachbarte Höhendifferenzen aufweisen. Durch die prinzipbedingte schräge Anleuchtung können durch hochstehende Teile dahinterliegende Flächen abgeschattet werden. In diesen Bereichen ist dann keine Messung möglich.
Lichtschnittverfahren
Nach ähnlichem Muster aber ohne mechanische Komponenten zur Strahlablenkung arbeitet das Lichtschnittverfahren. Hier wird die Szene nicht punkt- sondern linienweise angestrahlt. Die projizierte Lichtlinie wird mit einer zweidimensional auswertenden Kamera unter einem definierten Triangulationswinkel betrachtet. Ist der Prüfling nicht eben, wird aus dem Lichtstrich eine Kurve, deren Krümmung ein Maß für die Höhenausdehnung liefert.
Strukturiertes Licht
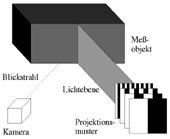
Verfahren mit strukturiertem Licht verwenden eine Lichtquelle, die spezielle Lichtmuster auf den Prüfling projiziert. Die Anordnung ist ähnlich wie bei den vorhergehenden Verfahren.
Eine Kamera in definierter Position nimmt ein Bild des beleuchteten Objekts auf und wertet die Verzerrungen des ursprünglich symmetrischen Lichtmusters aus. Damit kann mit einer einzigen Ansicht ohne mechanische Verschiebung das gesamte Höhenprofil ermittelt werden. Allerdings müssen sequentiell mehrere verschiedene Lichtmuster projiziert werden.
Praktische Ausführungen dieses Verfahrens führen zusätzlich eine Drehung des Objektes durch oder verwenden mehrere Kameras aus unterschiedlichen Positionen und erreichen dadurch hohe Genauigkeiten auch bei komplex geformten Prüflingen.
Messen mit codiertem Licht
Bild 3 zeigt das Prinzip des codierten Lichtansatzes. Nacheinander werden verschiedene Streifenmuster auf das Objekt projiziert. Beginnend mit je einem breiten weißen und schwarzen Streifen wird das Muster immer feiner. Für jedes Kamerapixel wird das Ergebnis jedes Musters erfaßt und die Entfernung zwischen Objekt und Kamera berechnet. Durch die binäre Darstellung der Streifen, das Licht ist entweder ein- oder ausgeschaltet, ergibt sich der Nachteil, daß die exakten räumlichen Koordinaten nur an Streifengrenzen oder in Streifenmitte exakt ausgewertet werden können. Die Koordinaten dazwischenliegender Punkte müssen interpoliert werden.
Vermieden wird dieses Problem wird durch das Phasenshiftverfahren. Anstelle der binären Streifen wird das Licht hier sinusförmig in der Helligkeit moduliert. Diese Helligkeitsmodulation wird durch entsprechend steuerbare Projektionsvorrichtungen und eine leichte Defokussierung der Projektor- und Kameraoptik erreicht. Das Projektionsmuster wird in aufeinanderfolgenden Bildern um einen Bruchteil der Periode verschoben. Um eine eindeutige Zuordnung von Tiefenwerten zu jedem Kamerapixel zu gewährleisten, müssen zwei oder mehr unterschiedliche Ortsfrequenzen des projizierten Gittermusters verwendet werden. Als Alternative bietet sich auch die Kombination von Phasenshift und Codiertem Lichtansatz an.
Koaxiale Verfahren für große Objekte
Optische Meßsysteme, die auf dem klassischen Triangulationsprinzip beruhen, stoßen bei großen Objekten jedoch schnell an ihre Grenzen. Für Prüflinge, die 10 oder 100 Meter lang sind, ist diese Technik nicht geeignet, da der Abstand zwischen Kamera und Beleuchtung zu groß wird. Hier bieten sich vielmehr Verfahren an, die koaxial oder nahezu koaxial arbeiten. Das heißt, Beleuchtung und Aufnahmen erfolgen aus der gleichen Richtung. Die Tiefeninformation wird in diesen Fällen über die Laufzeit des Lichts ermittelt. Um die Entfernungsmessung zur 3D-Formerfassung auszuweiten, wird der Laserstrahl mit bewegten Spiegeln abgelenkt und so Punkt für Punkt die Prüflingsoberfläche vermessen.
Anwendungsreife für berührungslose Systeme
Mittlerweise haben berührungslose 3D-Meßmaschinen die praktische Anwendungsreife erreicht. Ein sehr vielseitiges Verfahren besteht in der sequentiellen Projektion von unterschiedlichen Streifenmustern auf den Prüfling. Das jeweilige Bild wird dann von einer Kamera aufgenommen und mit den Bildern der anderen Lichtmuster verrechnet. Mit dieser Methode lassen sich Genauigkeiten im Bereich von 10 µm erreichen.
Selbstkalibrierung des Systems
Bild 4 zeigt ein komplettes System nach dem Streifenprojektionsverfahren. Das Messobjekt liegt auf einem Drehtisch und wird aus mindestens drei unterschiedlichen Richtungen mit Gray-Code-Sequenzen und phasenverschobenen Gittern beleuchtet. Eine Kamera ist so befestigt, daß sich die relative Lage zum Meßobjekt nicht ändert. Sie nimmt das entstehende Lichtmuster auf dem Objekt auf. Ein in das Meßsystem integrierter Rechner berechnet aus den Helligkeitswerten die genauen Koordinaten aller Messpunkte. Bei einem Messfeld bis 1000x1000x500mm3 wird eine Messunsicherheit zwischen 10 und 50 µm erreicht. Die Zeit zur Aufnahme der Daten hängt vom Objekt und den gewählten Parametern ab und liegt zwischen einigen Sekunden und einigen Minuten.
Die Besonderheit dieser speziellen Lösung erlaubt die freie Wahl der Kameraposition, die Verwendung verschiedener Abbildungsoptiken und die Selbstkalibrierung des Systems. Auf diese Weise ist es möglich, nach einer Vermessung des Gesamtobjektes den Abbildungsmaßstab für ausgewählte Details zu ändern, ohne dass eine neue Kalibrierung vorgenommen werden muß.
Zur Datenerfassung können auch mehrere Kameras gleichzeitig benutzt werden. Damit können auch komplex geformte Teile vermessen werden, bei denen einzelne Teile nicht im Blickfeld einer einzigen Kamera sind. Auch Probleme durch Glanzlichter in einer Kameraposition können mit solch einer Erweiterung kompensiert werden.
Zusammenfassend läßt sich sagen, daß die berührungslose 3D-Meßtechnik heute Anwendungsreife erreicht hat. Die Verschiedenartigkeit der Anwendungen erfordert für den Einzelfall die Ermittlung der jeweils optimalen Meßmethode.
Weitere Informationen A QE 403
Zu sehen in Hannover
Innerhalb der Fraunhofer-Allianz Vision mit der Geschäftsstelle in Erlangen arbeiten derzeit sechs Institute an der praktischen Umsetzung verschiedener 3D-Meßverfahren für die Praxis. Mit der Normierung der Schnittstellen kann für den Anwender eine einheitliche Bedienoberfläche für unterschiedliche Meßaufgaben geschaffen werden.
Hannover Messe Industrie 1999 Halle 17, D34
Teilen:







{kind=link}