
Um die Streuung in der Produktion so gering wie möglich zu halten, müssen aus den Abläufen beherrschte Prozesse werden. Je enger die Messwerte in der Nähe der Toleranzmitte liegen, desto besser. Für eine beherrschte Produktion brauchen Unternehmen geeignete Prüfprozesse, die im Rahmen der Produktionsvorbereitung durch Risikobewertungen ermittelt werden.
Der wirtschaftliche Erfolg der deutschen Industrie ist im hohen Maße durch Innovation und Qualität geprägt. Aber die wirtschaftliche Entwicklung in China und anderen Staaten zeit, dass dies kein Ruhekissen ist. Insbesondere zur Sicherung der Produktionsstandorte in Deutschland ist eine noch weitere Steigerung der Effizienz nötig. Viele Unternehmen führen deshalb bestimmte Methoden ein (zum Beispiel Lean, Six Sigma, Kiazen oder Wertstromaudits) um die Ausbeute und das wirtschaftliche Ergebnis zu verbessern.
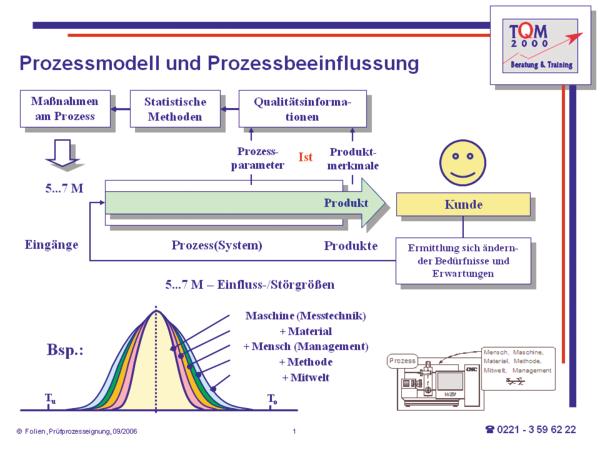
Bei all diesen Methoden geht es um das gleiche Ziel, die Streuung in der Produktion, die durch die fünf M (Methode, Material, Maschine, Mensch und Mitwelt) erzeugt wird, zu verringern. Im Sport sagt man dazu professionelles Arbeiten. Der Olympiasieger im Schießen beispielsweise schafft es, diese Streuung ganz gering zu halten und immer in der Mitte zu treffen.
Viele Marktführer der Industrie mit Produktionsstandorten in Deutschland haben den gleichen Ansatz und halten ihre Streuung zum Kunden (keine Reklamationen) und in der Produktion (zum Beispiel kein Ausschus oder keinen Stillständ) gering. Nur so können diese gegen Billiglohnländer im Wettbewerb bestehen.
Bei der Entwicklung von Produkten oder bei der Bemusterung von Neuteilen verlässt man sich auf gemessene Werte und validiert damit gewisse Leistungsmerkmale (Funktion, Lebensdauer), obwohl diese Teile nicht immer repräsentativ sind. Durch die spätere Streuung der Materialien und Einzelteile entstehen dann die Qualitätsprobleme und dadurch die Probleme der Ausbeute (Logistik) und der Effizienz (Ertrag).
Die Prozesse der Produktion sind deshalb im Rahmen der Entwicklung so vorzubereiten und zu lenken, dass beherrschte Prozesse unzulässige Streuungen vermeiden. Je enger die Messwerte in der Nähe der Toleranzmitte liegen, desto besser ist auch das Funktionsverhalten und die Lebensdauer.
Um eine beherrschte Produktion zu sichern, benötigt man geeignete Prüfprozesse, um richtige Prüfungen durchzuführen und damit Streuungen zu erkennen. Der geeignete Prüfprozess wird im Rahmen der Prozessentwicklung (Produktionsvorbereitung) durch Risikobewertungen ermittelt. Hier stellt man die Fähigkeit des Prozesses (Auftretenswahrscheinlichkeit) mit der Festlegung/Eignung des Prüfprozesses (Entdeckungswahrscheinlichkeit) in Korrelation. Im Ergebnis der Risikoanalyse wird der Produktionslenkungsplan (mit der Arbeitsanweisung zur Vermeidung der Streuung und der Prüfanweisung inklusive Prüfschärfe zur Entdeckung der Streuung) erstellt.
Messsystemanalysen werden ignoriert
Es herrscht aber häufig noch die Meinung, dass eine Kalibrierung der Messgeräte und ein gut ausgebildeter Prüfer ausreichen, richtige Messwerte zu ermitteln. Dass dies nicht immer funktioniert, zeigen Produktionsprobleme und Reklamationen der Kunden. Viele Unternehmen führen zwar Messsystemanalysen (MSA) durch, berücksichtigen diese aber nicht bei der Eingrenzung von Toleranzen oder Information für den Prüfer.
Ziel einer Messung ist es deshalb, den wahren Wert einer Messgröße (Prüfmerkmal) zur festgelegten Toleranz zu ermitteln. Dabei sind systematische und zufällige Messunsicherheiten zu berücksichtigen. So werden zum Beispiel im Laufe des Jahres Produkte bei verschiedenen Temperaturen hergestellt und genutzt.
Viele Unternehmen vernachlässigen diese Gegebenheiten. Je enger die Toleranzen aber werden, desto stärker müssen Ausdehnungsveränderungen berücksichtigt werden. Die Konstrukteure müssen deshalb bei der Festlegung der Toleranzen die Prüfprozesseignung mit berücksichtigen. Die neuen weltweit gültigen Normen (z.B. ISO/TR 14638) zum Hüllprinzip fordern deshalb in den Zeichnungen auch Angaben zu den Anforderungen an Messeinrichtungen und zur Kalibrierung.
Die Produkte werden immer komplexer und die Toleranzen immer kleiner. Die Prüfprozesseignung wird deshalb nicht nur bei der Verbesserung der Ausbeute eine größere Rolle spielen, sondern auch bei Rechtsstreitigkeiten. Den Prüfern mit Ihren ausgestellten Prüfnachweisen kommt dabei eine bedeutende Rolle zu. Firmen gehen zunehmend zur Werkerselbstprüfung über, ohne die nötigen Voraussetzungen zu schaffen.
Es gilt deshalb in den Unternehmen nicht nur gut ausgebildete Prüftechniker zu haben, sondern deren Einfluss in den vorbereitenden Prozessen zu fördern. Dies beginnt im Vertriebsprozess, wo mit den Kunden solche Toleranzen vereinbart werden, die auch sicher messbar sind.
Beim Bemusterungsprozess sind die Messwerte und Messmethoden von Kunde und Lieferant zu vergleichen, um Streitigkeiten in der Lieferphase zu vermeiden. Im Entwicklungsprozess sind die Spezifikationen mit den Toleranzen durch den Prüftechniker frei zu geben. Im Rahmen der Risikoanalyse FMEA und der Erstellung des Produktionslenkungsplanes hat der Prüftechniker die Risiken der Entdeckungswahrscheinlichkeit mit zu bewerten.
Bei neuen Prüfmethoden und bei Einsetzung neuer Prüfer hat der Prüftechniker die Prüfprozesseignung zu bewerten. Während der Produktion hat der Prüftechniker Audits durchzuführen, um die Einhaltung der Prüfprozesseignung zu überwachen. Auch auf die Personalentwicklung hat der Prüftechniker Einfluss zu nehmen, um die metrologische Kompetenz im gesamten Unternehmen zu sichern.
Die Prüfprozesssicherung (Prüfplanung) im Unternehmen sollte in drei Schritten auf ein höheres Niveau gebracht werden:
- 1. Nutzung der Messabweichungen aus der Kalibrierung der Prüfmittel für den Prüfplan
- 2. Nutzung der durchgeführten MSA (Prüfmittel und Prüfer) für den Prüfplan. Hier auch Einrichter, Werkerselbstfprüfer und Leiharbeitskräfte berücksichtigen.
- 3. Festlegung bei welchen Merkmalen andere Einflüsse berücksichtigt werden müssen und Ermittlung der umfassenden Prüfprozesseignung. Berücksichtigung bei der Toleranzfestlegung (Eingriffsgrenzen) bei den oberen und unteren Grenzwerten.
AfQ Akademie für Qualitätsmanagement www.afq-taw.de
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Teilen:







{kind=link}