


„Qualitätsprüfung mit Netz und doppeltem Boden“, so könnte man die Qualitätssicherung bei der voestalpine Stahl GmbH in Linz auf den Punkt bringen. Die Österreicher setzten bei der Messung der Oberflächenrauheit von Bandstählen neben der traditionellen Tastschnitt-Methode auch erfolgreich ein neuartiges Gerät ein, das die berührungslose Online-Messung an laufenden Stahlbändern ermöglicht.
Dr. Matthias Irle, Leiter Marketing Bereich Servotechnik / Metall bei der EMG Elektro-Mechanik GmbH, Wenden
„Wir verfügen über eine ausgewogene Kundenstruktur und wickeln unsere Geschäftstätigkeit überwiegend auf Basis langfristiger Verträge ab„, kommentiert Dipl.-Ing. Werner Schwarz, Hauptprozessleiter Glühen, Dressieren und Texturieren im Unternehmensbereich Kaltband/Veredelung, den positiven Geschäftsverlauf von voestalpine Stahl. Die Division Stahl der voestalpine AG erwirtschaftete im GJ 2002/2003 (Ende 31.03.2003) mit ca. 9.300 Mitarbeitern einen Umsatz von 2.188,5 Mio. EURO. Die voestalpine Stahl GmbH als Leitgesellschaft der Division Stahl erzielte mit 6.300 Mitarbeiter im gleichen Zeitraum einen Umsatz von 1.544,7 Mio. EURO und konzentriert sich dabei auf die Entwicklung, Produktion, Verarbeitung und den Vertrieb von anspruchsvollen Stahlerzeugnissen, wie Warmband, Kaltband, oberflächenveredelte Bleche (feuerverzinkt, elektrolytisch verzinkt, organisch beschichtet) und Elektrobänder. „Unsere Stärken liegen eindeutig in unserem sehr breit gefächerten Produkt- und Werkstoffspektrum, das Tiefzieh- und spezielle Tiefziehgüter aus extrem kohlenstoffarmen, vakuumbehandelten Stählen sowie Tiefzieh- und Ziehqualitäten aus Aluminiumberuhigten Stählen und hoch bis höchstfeste Stahlqualitäten umfasst.“
Die Hauptkunden der voestalpine Stahl GmbH sind die Automobilindustrie – dabei zählt voestalpine zu den Toplieferanten – die Hausgeräteindustrie (Marktanteil 20 %) und die Bauindustrie (Marktanteil 25 %).
Ambitionierte Ziele für die Zukunft
„Wir wollen zu einem der führenden Stahlkompetenzzentren Europas für die Automobilindustrie werden“, erklärt Werner Schwarz. Doch diese setzt bekanntermaßen extrem hohe Maßstäbe an die Produktqualität der Zulieferer. „Analog zu den gestiegenen Kundenanforderungen hat die Automobilindustrie ganz konkrete Vorstellungen von der Qualität der Oberflächengüte unserer Produkte. Die Oberflächenrauheit ist hier ein entscheidender Faktor, insbesondere bei kalt gewalzten Produkten für den Karosseriebau. Sie bestimmt im wesentlichen das Umformverhalten und im Zusammenhang mit der Spitzenzahl, also der mengenmäßigen Spitzenverteilung pro Zentimeter und der Topographie, das Lackerscheinungsbild von Fahrzeugbauteilen“, so Schwarz.
Probenentnahmen sprunghaft angestiegen
Den Trend zu immer höherer Produktqualität kann Leopold Baa, seit 1988 fachverantwortlich im Prüflabor Kaltband und Veredelung, nur bestätigen: „Die Anforderungen der Automobilindustrie hinsichtlich Konstanz und Gleichmäßigkeit der Oberflächengüte sind vor allem seit den achtziger Jahren stetig gewachsen, was einen kontinuierlichen Anstieg unserer Probenentnahmen zur Produktprüfung zur Folge hatte.“ Nahezu Zeitgleich ist neben dem Produktparameter Rauheit die Spitzenzahl als weiteres wichtiges Qualitätsmerkmal von Bandstählen sehr stark ins Blickfeld gerückt.
Nicht vertretbare Durchlaufzeiten
„Früher wurden die Rauheitsprüfungen parallel zum Zugversuch betriebsübergreifend – im Sinne einer 100%igen Produktprüfung – vom Zentrallabor der voestalpine durchgeführt. Je nach Spezifikation wurden bis zu drei Proben über die Bandlänge (Anfang, Mitte, Ende) eines Coils entnommen. Die Prüfergebnisse standen somit nur zeitverzögert zur Verfügung – im Extremfall erst nach bis zu acht Stunden.
Prüfung am Ort des Geschehens
„Für uns ein unhaltbarer Zustand, zumal gleichermaßen hochmoderne und schnelle Fertigungslinien wie unsere im Jahr 1998 in Betrieb gegangene Kontiglühe, in der ein Coil von durchschnittlich 25 Tonnen mitunter in nur 15 Minuten hergestellt wird – geradezu nach schnelleren Prüfverfahren verlangen, um eine lückenlose Produktqualität gewährleisten zu können“, erklärt Schwarz.
„Wir haben aus der Not eine Tugend gemacht und zusätzlich für die Rauheitsmessung innerhalb der Produktionskette mit CATS (Continuous Annealing Testing Station) eine vollautomatische inline – Prüfstation entwickelt und installiert“, so Werner Schwarz. Diese Eigenentwicklung (Seit 2003 auch an der Feuerverzinkungslinie 3 implementiert) im Auslaufbereich der Kontiglühe misst die entnommenen Proben vollautomatisch an Ober- und Unterseite jeweils 3x über die Bandbreite auf Rauheit und Spitzenzahl.
CATS konnte die Durchlaufzeit für die Rauheitsprüfung auf 10 – 15 Minuten verkürzen.
Schnell ist nicht immer schnell genug
Ein beeindruckendes Ergebnis, mit dem Werner Schwarz durchaus hätte zufrieden sein können – aber sich nicht zufrieden gab. „Ich wollte die Prüfergebnisse unmittelbar und sofort, wobei mir jede Art von Messmethodik recht war. Einzige Bedingung: Die Werte sollten – wenn notwendig – durch eine entsprechende Korrelation mit den Werten des anerkannten Tastschnittverfahrens abgesichert und vergleichbar sein.„
Auf der Suche nach einer praktikablen Lösung wurde voestalpine Stahl schließlich im Nachbarland Deutschland fündig.
Für schnelle Produktionslinien prädestiniert
Beim EMG-SORM 3plus von der EMG Elektro-Mechanik GmbH Wenden, einem Unternehmen der elexis-Gruppe, handelt es sich um ein Gerät zur optischen Rauheitsmessung an laufenden Bändern, das die berührungslose Online-Messung der Oberflächenrauheit von kalt gewalzten Bandstählen ermöglicht. Im Gegensatz zur Bestimmung der Rauheit nach traditioneller Tastschnittmethode muss die Produktionslinie zur Oberflächenprüfung nicht gestoppt werden. Da das Gerät verlässliche Messdaten bei Produktionsgeschwindigkeiten von bis zu 2400 m/min liefert, ist es insbesondere für schnelle Produktionslinien prädestiniert.
Ergebnisse binnen Sekunden verfügbar
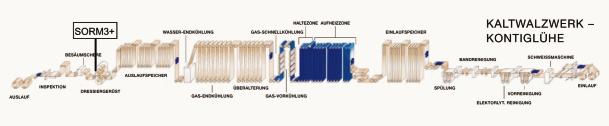
Seit November letzten Jahres ist EMG-SORM 3plus an der Kontiglühe der voestalpine, unmittelbar hinter dem Dressiergerüst – an dem die Rauheit auf die Bandoberfläche aufgebracht wird – im Einsatz. Hierzu Dipl.-Ing. (FH) Gerald Hinteramskogler, bei voestalpine Stahl Fachtechniker für den Bereich Prüftechnik: „Würden wir nach dem Dressieren innerhalb des Bandlaufes manuell prüfen, käme es aufgrund von Bandstillständen zu nicht erwünschten Ausfallzeiten der Produktionslinie. Außerdem darf man den Zeitaufwand für die eigentliche Prüfung des Bandes nicht unterschätzen. Das ist nicht in Sekunden erledigt.“ Anders bei EMG-SORM 3plus. Die Übermittlung der Werte von Rauheit und Spitzenzahl erfolgt während der gesamten Bandlänge binnen Sekunden an die Steuerzentrale der Anlage.
Tastschnitt bleibt unverzichtbar
Obwohl für Werner Schwarz mit EMG-SORM 3plus der Wunsch nach sofort verfügbaren Daten in Erfüllung gegangen ist, kann und möchte er nicht auf die Messung mittels Tastschnittverfahren verzichten. Und das aus gutem Grunde: „Alle Kenn- und kundenseitigen Spezifikationswerte hinsichtlich Rauheit und Spitzenanzahl basieren auf der Tastschnittmethode, das sich nun einmal als das Verfahren zur Prüfung der Oberflächenrauheit von Bandstählen etabliert hat. Darauf kann man nicht verzichten, da unsere Kunden das Verfahren kennen, es somit verlangen und auch selbst anwenden“, erklärt Schwarz und ist der Überzeugung, das sich daran auch in naher Zukunft nichts ändern wird.
Online-Messung als Steuerungsinstrument
Doch welchen Sinn macht vor diesem Hintergrund dann der Einsatz von EMG-SORM 3plus?
„Wir nutzen das Gerät als prozesstechnisches Steuerungsinstrument. Am Auslauf der Kontiglühe nehmen wir an Bandober- und -unterseite mit CATS 18 Tastschnitt-Messungen pro entnommener Probe vor. Manuell wäre das in der Zeit, in der das Coil produziert wird, gar nicht machbar. Mit EMG-SORM 3plus erhalten wir pro Coil zusätzlich bis zu 200 Messergebnisse. Gemäß den Kundenanforderungen liegt die überwiegende Anzahl der Rauheitsmesswerte zwischen 0,5 und 3µm und die Spitzenzahl zwischen 60 und 100 Spitzen/cm. Durch diese Datenmenge erhalten wir eine extrem hohe Datensicherheit hinsichtlich der produzierten Bandstahlqualität und können mit der Online-Messung durch EMG-SORM 3plus unsere Anlagen zudem noch optimaler betreiben“, erklärt Schwarz weiter.
Der Anlagenbediener kann nun nicht nur sofort direkten Einfluss auf die gefertigte Oberflächenqualität nehmen, sondern erhält darüber hinaus – indirekt – auch wertvolle Daten hinsichtlich dem Zustand der Arbeitswalzen und damit rechtzeitig genaue Informationen, wann z.B. eine Walze auszuwechseln sei.
„Die Oberflächenqualität von kaltgewalzten Bandstählen ist nicht zuletzt durch EMG-SORM 3plus mehr denn je planbarer geworden. Das Gerät ist somit für uns eine Lösung, auf dir wir nicht mehr verzichten wollen.“
QE 513
Teilen:







{kind=link}