

Vor einem Ausfall eines kritischen Maschinenbauteiles stellt sich die Frage, ob sich durch die Überschreitung der Zeitstandfestigkeit, durch den Betrieb, durch den Unterhalt oder bereits in der Herstellung Gefügeveränderungen im Material ergeben, oder ob sich sogar kleinste Risse gebildet haben.
Risse in einem Bauteil, welche in Planungs- oder Herstellungsfehlern begründet sind, entstehen in der Regel am Anfang einer Nutzungsperiode, Risse aus der Alterung, wenn der Lebenszyklus erreicht oder überschritten wird. Das Ausfallrisiko ist am größten im Bereich, in welchem sich die Spannungs- und die Festigkeitsverteilung überschneiden.
Die Verfahrens- und Anwendungstechnik richtet sich nach der Fragestellung, wo Risse oder Veränderungen im Gefüge festgestellt werden sollen.
- unter einer Beschichtung
- auf normalen Oberflächen
- in Rohren
Risse bilden sich, wenn sich Spannungen nicht mehr durch fließen des Werkstoffes ab-bauen können. Aus der Bruchmechanik kennt man, dass sich in diesem Falle auch unter-halb der Streckgrenze des Materials die Energie elastisch solange speichert, bis die Streckgrenze partiell überschritten wird und ein Riss entsteht. Mit Hilfe der PTR – Techno-logie besteht die Möglichkeit, den Zeitpunkt einer solchen Situation im Frühstadium fest-zustellen, sodass rechtzeitig Maßnahmen zur Schadensverhütung ergriffen werden können.
Veränderungen auf der Bauteiloberfläche
Veränderungen auf einer Bauteiloberfläche sind im sichtbaren Bereich des Spektrums kaum zu erkennen. Die erkennbaren Strukturen weisen Strahlungsanteile auf, welche nicht ohne weiteres auf eine bedeutende Änderung der Funktion der Oberfläche schließen lässt. Im sichtbaren Bereich können keine objektiven Aussagen über den Zustand oder die Eigenart einer Oberfläche abgeleitet werden. Oberflächen geben Eigenheiten durch ein spektral definiertes Verhalten bekannt. Das PTR Verfahren liefert Aussagen über die Oberfläche, den Zustand in oder unter der Oberfläche oder über Risse im Bauteil.
Die Anwendungs- und Verfahrenstechnik richtet sich nach der Aufgabenstellung und dem zu prüfenden Material. Die von der Bauteiloberfläche gemessenen Informationen unterscheiden sich zeitlich und spektral, was die berührungslose Fehlercharakterisierung ermöglicht. Das PTR Verfahren ist ein zerstörungsfreies Verfahren zur Werkstoffprüfung, für die Qualitätskontrolle oder die kontinuierliche Produktionsüberwachung.
Beispiele aus der Praxis:
Bei der Revision und Instandhaltung von Turbinenschaufeln stellt sich oft die Frage nach der Abnutzung der aufgebrachten Beschichtung und nach Rissen im Schaufel-Grundkörper. Unter Einsatz modernster Technologien lassen sich die zwei Fragestellungen beantworten, was die Wirtschaftlichkeit steigert und die sonst notwendige Revisionszeit erheblich verkürzt.
An Stelle der Magnetpulverprüfung, welche Risse auf der Oberfläche zeigt, kann an den gebrauchten Schaufeln in einem kontinuierlichen Prozess auch auf Risse unter der intakten Oberfläche zuverlässig untersucht werden. Vor einer Neubeschichtung kann zudem auch die Dicke der verbrauchten Schicht gemessen werden, wodurch unter Anderem die Entfernung einer alten Schicht exakt gesteuert und die Neubeschichtung mit minimalem Zeitaufwand erfolgen kann.
Magnetpulverprüfung:
Feinste Risse auf der Oberfläche lassen sich mit dem Verfahren nachweisen. Das Verfahren ermöglicht keinen kontinuierlichen Betrieb.
Werden Risse in einer Turbinenschaufel festgestellt, so erfolgen Ultraschall oder zerstörende Prüfungen und es werden mikroskopische Untersuchungstechniken angewendet, weil die Magnetpulverprüfung keine Information über die Risstiefe und deren Art im Untergrund liefert.
Oft werden Bauteile noch zerstörend geprüft um die Fehlercharakterisierung sicher zu stellen.
Schneiden und Schleifen:
An ausgewählten Turbinenschaufeln werden die kritischen Stellen so aufgeschliffen, dass die festgestellten Risse klar identifiziert und deren Art bestimmt werden kann. Um die Reparatur festzulegen und anzuordnen sind die Rissart, der Verlauf eines Risses sowie die Risstiefe von Interesse.
Ist die Risstiefe größer als 0,75 mm muss die Turbinenschaufel ausgewechselt werden. Es wird eine zerstörungsfreie Methode gesucht, mit welcher Risse, deren Verlauf und Tiefe zuverlässig, sicher und in kurzer Zeit festgestellt werden kann.
PTR- Technology:
Untersuchungen an Turbinenschaufeln mit der PTR- Technologie liefern Aussagen zur Dicke einer verbrauchten Beschichtung, über Risse und die Risstiefe sowie über die Restwandstärke eines Grundkörpers. Das PTR Verfahren wird mehrstufig angewendet und basiert auf Informationen aus verschiedenen Spektralbereichen. Zur eindeutigen Fehlercharakterisierung werden Zusatzverfahren eingesetzt. Durch die Anregung mit hochfrequenten mechanischen Schwingungen entstehen an Risskanten thermoelastische Effekte. Dadurch entsteht eine von der Schwingung und dem E- Modul abhängige örtlich erhöhte Temperatur. Die mit der Schwingung synchronisierte Erfassung der Temperatur in Funktion der Zeit liefert ein Ergebnis zur Art eines Risses und zur Geometrie. Bei der Risscharakterisierung mit der PTR Technologie ist die multispektrale Signalerfassung und eine exakte Synchronisation zwischen der Anregung und der Signalerfassung von hoher Bedeutung.
Bestimmung der Risstiefe:
Zur Bestimmung der Risstiefe wird in einer ersten Phase der Riss festgestellt und in einer zweiten Phase die Risstiefe. Die Erkennung eines Risses erfolgt mit dem PTR Verfahren in einem anderen Zeitfenster als die Bestimmung der Risstiefe. Bei der weiteren Verarbeitung der Signale wird die 3-dimensionale Struktur des Risses erkennbar.
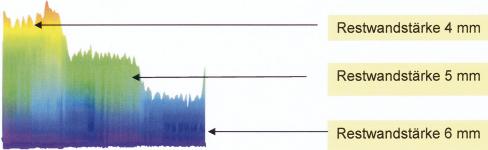
Messung der Restwandstärke:
Tritt im Innern eines Rohres Korrosion auf, so führt der Materialabbau zu einer Schwächung der Rohrwandstärke. Das folgende Ergebnis zeigt ein Resultat der IR- Messung an einem von außen intakten Rohr. Das Ergebnis zeigt deutlich, dass die Energie im dünn-wandigen Rohr zu einem schnelleren und höheren Anstieg des thermischen Signals führt als im dickeren Rohrbereich.
Durch Sulfatbildung im Innern einer Triebwerksschaufel erfolgt ein Materialabtrag, der von der Außenseite her nachgewiesen werden soll. Wird das thermische Verhalten nach einem Energiepuls zeitlich schnell erfasst, so lässt sich die Restwandstärke der Schaufelwand aus den Daten ableiten.
Klebefehler und Delamination:
Die Trennung von Schichten im Untergrund, Feuchtigkeit, Materialfehler oder Schichtdicken sind von außen mit bloßem Auge an Bauteilen nicht festzustellen. Verwendet man dazu die PTR Technologie, so lassen sich die inneren Strukturen schnell und zuverlässig visualisieren.
Die Verklebung des Kerns im Innern eines Tragflügels und der Übergang zwischen den unterschiedlichen Wabentypen lassen sich mit einer Geschwindigkeit von 25 cm/s prüfen. Mit dem PTR Verfahren lässt sich auch die Schichtdicke und die Variation der Schichtdicke berührungslos, schnell und zuverlässig feststellen. Der Hauptvorteil des PTR- Verfahrens ist, dass keine Berührung zum Bauteil notwendig ist und die Prüfungen schnell und völlig berührungslos ablaufen.
Blick unter die Oberfläche:
Die zerstörungsfreie Rissdetektion mit einer exakten Synchronisation zwischen der Puls-quelle und dem Sensor ist soweit entwickelt, dass es heute möglich ist, auch Fehler im Innern von Werkstoffen völlig berührungslos festzustellen. Im Gegensatz zu konventionellen Verfahren erfordert das PTR Verfahren keinen Kontakt zur Prüffläche, was zu kürzeren Inspektionszeiten führt, keinen Verschleiß von Prüf-köpfen und keine Beeinflussung am Messort nach sich zieht. Die Anregung führt im Rissbereich zu einer Erwärmung von wenigen mK.
Das Prüfen von Oberflächen erfolgt kontinuierlich, wobei in einem Arbeitsgang Unterschiede in der Schichtdicke sowie Haftungsfehler oder Risse auf der Oberfläche festgestellt werden können. Die Messdaten werden synchron mit der Produktionsgeschwindigkeit aufgenommen und direkt in einem Bild als Ergebnis der Prüfung dargestellt.
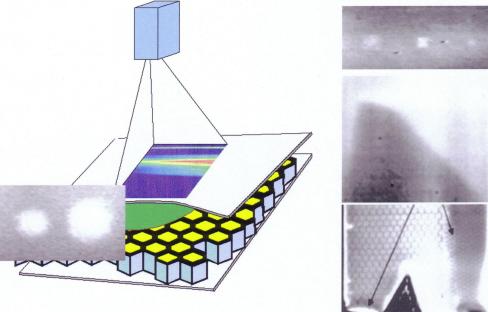
Zerstörungsfreie Prüfungen an einem Höhenruder mit Hilfe der IR – Technik:
Die Aufgabe bestand darin, in den Honeycomb – Zellen der Konstruktion Feuchtigkeit oder Fehler in der Haftung der Beplankung festzustellen. Festzustellen sind Zellen, welche mehr als 10% Wasserinhalt aufweisen oder Haftungsfehler, welche eine größere Fläche als 100 mm² umfassen. Die Prüfungen sind am fertigen Bauteil durchzuführen. Erfasste Daten sind so aufzunehmen, dass diese abgespeichert werden – und jederzeit dokumentiert oder weiterbearbeitet werden können. Der Gerätepark besteht aus einem IR – Sensor, einem Wärmestromgeber und der not-wendigen Hard- und Software. Alle Hohlräume der Honeycomb – Konstruktion sind klar und deutlich sichtbar. Erkannt werden Haftungsfehler der Beplankung, Feuchte sowie Delamination im Innern der Kohlefaserbeschichtung.
Die PTR- Bilder wurden mit einer Geschwindigkeit von 250 mm pro Sekunde erfasst. Fehlerhafte Bereiche sind schnell, zuverlässig und klar identifizierbar, ob es sich um Klebefehler, Haftungsfehler im Innern oder um Delamination handelt. Bei Verwendung eines geeigneten Manipulators werden höhere Abtastgeschwindigkeiten als 250 mm/Sek. erreicht. Dabei werden die Pulsquelle und die Sensorik als Einheit bewegt oder das Prüfteil.
arsenco, Altdorf CH
QE 552
<fliesstext_kennziffer> <tlink type=“url“ dest=“<a href="http://www.arsenco.com“ target=“_blank“ title=“http://www.arsenco.com„>http://www.arsenco.com“ newtarget=““>www.arsenco.com</tlink></fliesstext_kennziffer>
Teilen:







{kind=link}