


Hohe Qualität und kurze Entwicklungszeiten – diese Anforderungen sind charakteristisch für die Automobilindustrie. Das Automotive-Kompetenzzentrum von TE Connectivity setzt seit zwei Jahren Werth-Koordinatenmesstechnik mit Computertomografie ein und konnte damit die Entwicklungszeiten deutlich verkürzen.
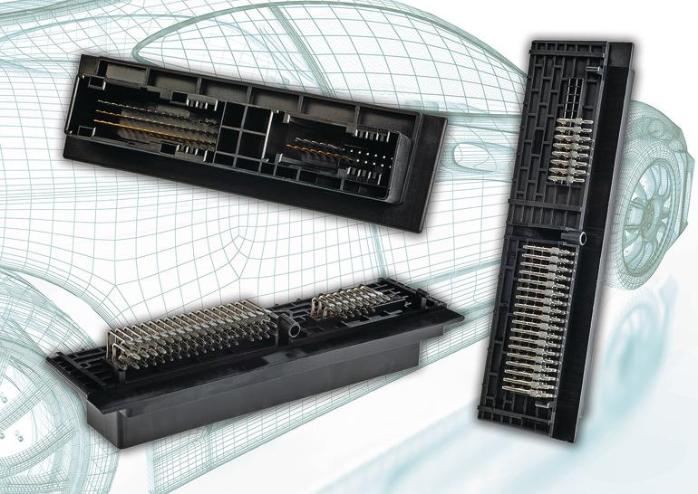
Mit rund 80 000 Mitarbeitern und einem Jahresumsatz von 14 Mrd. US-Dollar ist TE Connectivity eines der weltweit führenden Unternehmen im Bereich der Verbindungstechnologie. In Bensheim ist das weltweite Automotive-Kompetenzzentrum angesiedelt. Hier werden Steckverbinder entwickelt, die in den Fahrzeugen aller großen Hersteller eingesetzt werden. Außerdem validiert hier das Test Competence Center (TCC) alle Produkte nach Automotive-Prüfrichtlinien. Das TCC übernimmt jedoch nicht nur die Qualitätssicherung der Produkte, es ist auch zu einem frühen Zeitpunkt in die Prozessentwicklung eingebunden, was eine tiefergehende Analyse erfordert. Stefan Weber, Manager im TCC, setzt neben konventionellen Mess- und Prüfmitteln auch zukunftsweisende Technik ein, wie zum Beispiel die Computertomografie (CT). Bereits 2008 investierte TE Connectivity als eines der ersten Unternehmen in ein CT.
Auch Thilo Schnell, Supervisor Computertomografie, ist von den Analysemöglichkeiten begeistert: „Wir können damit einen Blick ins Bauteil werfen, ohne dieses zu zerstören. Das ist ideal, um beispielsweise die funktionalen Elemente von Baugruppen zu evaluieren.“ Es werden aber auch Materialuntersuchungen vorgenommen, etwa Lunkeranalysen. Schnell: „Wir haben in der Verbindungstechnik hauptsächlich Kunststoffteile, in die die Kontakte eingebunden sind. Beim Spritzgießprozess können Gaseinschlüsse entstehen, die sowohl mechanische als auch funktionelle Einbußen zur Folge haben können.“ Auch Fremdmaterialeinschlüsse, die sich im Endprodukt störend auswirken, lassen sich mit der CT detektieren.
Schnelle CT-Analyse für die Visualisierung von Kontaktüberdeckungen
An das TCC werden viele Aufgaben herangetragen. Eine besteht zum Beispiel darin, bei gesteckten Steckverbindern die Kontaktüberdeckungen zu visualisieren. Solche Prüfungen ließen sich bislang nur über manuelles Einbetten und Schliffbildtechnik durchführen. Ein Verfahren, das immer weniger genutzt wird, denn mittels CT lassen sich solche Untersuchungen erheblich komfortabler und schneller erledigen. „Früher mussten wir dazu das Bauteil in Kunstharz einbetten, anschließend mechanisch schneiden und schleifen“, erklärt Schnell. „Bei einer CT-Analyse entfällt das Einbetten mit samt seiner Trocknungszeit. Außerdem besteht die Möglichkeit, die Schnitte in jeder beliebigen Position zu setzen. Und wenn ein Schnitt keine aussagekräftigen Ergebnisse liefert, können wir mit minimalem Aufwand und ohne Verschleiß einen neuen erstellen.“
Mit den positiven Erfahrungen wuchsen bei Weber und Schnell die Ideen und Wünsche für weitere Einsatzbereiche der Computertomografie. Weber erklärt: „Unser 2008 beschafftes CT-Gerät ist ausschließlich für analytische Untersuchungen ausgelegt und daher im Leistungsumfang beschränkt. Dabei bietet die CT ideale Voraussetzungen für viele metrologische Untersuchungen. So haben wir uns nach einem Koordinatenmessgerät mit CT vom Messspezialisten umgesehen, das auch einer Zertifizierung, bei uns Messsystemanalyse (MSA) genannt, standhält.“
Bei Werth Messtechnik, Hersteller von Multisensor-Koordinatenmesstechnik, wurden die Bensheimer fündig. Werth-Geschäftsführer Dr. Ralf Christoph betont: „Werth war der erste und für einige Zeit auch der einzige Hersteller eines Röntgentomografie-Geräts mit Koordinatenmessgeräte-Spezifikation nach VDI/VDE 2617. Wir verfügen auch über das einzige Labor weltweit, das ein CT-Gerät mit Dakks-Akkreditierung kalibrieren darf.“
Im September 2013 investierte TE Connectivity in das Werth Tomo Scope 200, das sich gleichermaßen für qualitative Analyse wie für dimensionelles Messen eignet. „Es liegt nicht zuletzt am TCC, über die Einbindung in den Entwicklungsprozess und die abschließende Validierung die Zeitschiene von Entwicklungsprozessen zu verkürzen“, argumentiert Weber. „Durch passende Messtechnik wie das Tomo Scope können wir den Entwicklungsaufwand erheblich reduzieren.“ Das Tomo Scope ist als Koordinatenmessgerät in der Lage, Steckerkomponenten mit Toleranzen von einigen hundertstel Millimetern bis wenigen Mikrometern zu messen. Die Messsystemanalyse weist nach, dass die Messunsicherheit am Werkstück in einem vernünftigen Verhältnis zu den Toleranzen der Teile liegt. „Üblicherweise geht man von einem Faktor 10 aus“, erklärt Weber. „Diesen Wert konnten wir auch für das Tomo Scope bestätigen. Die MSA ist für unseren Konzern sehr wichtig, um gegenüber unseren Kunden aus messtechnischer Sicht abgesichert zu sein. Werth war an dieser Prüfung federführend beteiligt, und wir sind für die Unterstützung sehr dankbar.“
Werth bot außerdem eine kundenspezifische Lösung an, die das begrenzte Raumangebot und die schwierige Zugänglichkeit berücksichtigt. Das kompakte Tomo Scope 200 wurde mit einer leistungsstarken 225 kV-Transmissionsröhre mit 25 W Targetleistung (heute auf 50 W aufrüstbar), die zu dieser Zeit nur für größere CT-Geräte zur Verfügung stand, und einem hochauflösenden Detektor mit 4000 x 3000 Pixeln ausgestattet. Zur Erklärung: Die Röntgenspannung beschreibt die Energie der Strahlung, die wiederum bestimmt, wie hart im Sinne von durchstrahlbar die zu analysierenden Teile sein dürfen. Da bei TE Connectivity harte Kunststoffe mit Glasfaseranteil keine Seltenheit sind, ist die hohe Spannung von 225 KV notwendig. Trotz der hohen Leistung ist die Transmissionsröhre in der Lage, einen sehr kleinen Brennfleck und damit ein scharfes Bild zu erzeugen.
Zur anwenderspezifischen Konfiguration des Tomo Scope 200 gehören auch die Funktionen Raster- und ROI-Tomografie sowie ein Laserkreuz als Positionierhilfe, um dem Anwender das mittige Platzieren des Bauteils auf dem Drehtisch zu erleichtern. Die Rastertomografie ermöglicht, das Werkstück in mehreren Rasterschritten aufzunehmen und die Messergebnisse über die Software exakt zusammenzufügen – eine von Werth entwickelte Funktion, die nur bei einem als Koordinatenmessgerät gebauten Gerät sinnvoll möglich ist. Schnell: „Damit können wir beispielsweise lange Stecker in höherer Auflösung messen.“ Um Ausschnitte in besonders hoher Auflösung zu messen, nutzt er die von Werth entwickelte und patentierte ROI (Region of Interest) Tomografie. Dabei wird zuerst ein Übersichtsscan des ganzen Werkstücks erstellt, danach werden die gewünschten kleinen Ausschnitte separat tomografiert. Über die Software werden die Scans zusammengesetzt, sodass der Anwender hochauflösende Details auswerten kann.
Mit dem Tomo Scope konnte TE Connectivity eine Vielzahl von Messvorgängen enorm beschleunigen. Als Beispiel nennt Schnell den erforderlichen Aufwand, um einen 200-poligen Stecker zu messen: „Bei einem herkömmlichen Koordinatenmessgerät dauert allein das Programmieren erheblich länger, als ich für die komplette Messung mit dem Tomo Scope benötige. Ein solches Teil programmiere und messe ich mit CT innerhalb von wenigen Stunden.“
Sobald mehr als zehn Merkmale zu messen sind, sei die Tomografie schneller, urteilt der Messtechniker. Nach meist zwischen 20 bis 30 Minuten stehen die digitalen 3D-Daten zur Verfügung und können über die Software ausgewertet werden. Je mehr Maße pro Objekt erfasst werden müssen, desto größer ist der Zeitvorteil. „Selbst hinter einem kleinen Steckverbinder steckt ein gewaltiger Zeichnungsaufwand mit sehr vielen Maßen“, ergänzt Schnell.
Wichtig sind bei Steckverbindern auch die Kammergeometrien, in die Kontakte und Pins eingesetzt werden. Mit herkömmlicher taktiler Messtechnik müsste man mehrere definierte Punkte oder Scanbahnen in der Kammer anfahren, und die Informationen sind auf die jeweils erfassten Punkte beschränkt. Mittels CT kann der Messtechniker die Oberflächen des gesamten Werkstücks messtechnisch erfassen und in der Software visualisieren und auswerten.
Für Schnell liegt ein großer Vorteil der CT in der vollständigen Erfassung des Werkstücks und den damit verbundenen Darstellungsmöglichkeiten: „Wir bedienen uns häufig der Soll-Ist-Analyse. Das heißt, wir nehmen die 3D-Messpunktewolke aus der CT-Messung und überlagern sie mit dem CAD-Modell. Als Ergebnis erhalten wir ein farbcodiertes Bild, dessen Farben den Zustand – bezüglich der Toleranz, zu groß, zu klein – auf einen Blick erkennen lassen. Anstatt viele Tabellen auswerten und mit der Zeichnung vergleichen zu müssen, weiß man sofort, wo eventuelle Problemstellen liegen.“
Messdaten werden mit Werth 3D-Viewer visualisiert und ausgewertet
Neben der unmittelbaren Zeitersparnis beim Messen haben sich auch für die angrenzenden Abteilungen Vorteile eingestellt, wie Weber berichtet: „Am Ende einer Prüfung erstellen wir einen sogenannten Digital Report. Er besteht aus einer Auswertung auf Papier und den Daten der farbcodierten Bilder. Jeder berechtigte Ingenieur bei TE Connectivity kann an seinem eigenen Rechner diesen Datensatz aufrufen, visualisieren und auswerten.“ Werth stellt für diese Aufgaben einen kostenlosen, im Internet downloadbaren 3D-Viewer zur Verfügung. Damit profitiert nicht nur die Zusammenarbeit zwischen CT-Labor und Engineering vom Tomo Scope. Die erfassten Daten können auf einfache Weise auch mit dem Werkzeugmacher oder mit Kunden weltweit ausgetauscht und besprochen werden.
Weber und Schnell sind mit der Partnerschaft sehr zufrieden und Werth entwickelt schon weitere Möglichkeiten für Multimaterialwerkstücke, etwa um mit Kupferpins bestückte Kunststoffstecker genauer zu messen. ■
Teilen:







{kind=link}