




Die Fertigung der Karosserie in der Automobilindustrie hat besonders hohe Qualitätsansprüche: Die kaltgewalzten Bleche müssen den hohen Anforderungen für das spätere Tiefziehen wie auch den speziellen Erfordernissen des Lackierens gewachsen sein. Die voestalpine Stahl GmbH (Linz) sichert die Qualität ihrer hochwertigen kaltgewalzten Stahlbänder erfolgreich in der laufenden Produktion durch eine vollautomatische Rauheitsmessung mit Messgeräten der Mahr GmbH (Göttingen). So erfüllen die Stahlbänder die engen Oberflächen- und Dickentoleranzen. Angenehmer Nebeneffekt: Die Produktionsanlage ist wirtschaftlicher ausgelastet.
Leopold Baa, Gerald Hinteramskogler, voestalpine Linz; Wolfgang Hoffmann, Mahr, Göttingen
15 Meter kalt gewalztes Stahlband produziert die Dressiergerüstanlage von voestapline – pro Sekunde! Damit eine gleich bleibend hohe Qualität, insbesondere bei Oberflächen- und Dickentoleranzen, gewährleistet bleibt, wurden die 500 bis 1620 mm breiten Stahlbleche, auf die die Dressieranlage ausgelegt ist, zwar regelmäßig aber manuell gemessen. Das hatte jedoch einen gravierenden Nachteil: Für jede Messung musste der Sicherheitsbereich betreten werden, wodurch sich der Betrieb des Banddressiergerüstes erheblich verzögerte. Der Umkehrschluss bildete die klare Zielvorgabe für ein neu zu installierendes Messsystem: höhere Betriebszeit bei gleichzeitiger erheblicher Verbesserung der Sicherheit der Anlage.
Messen mit Zweikufentastern
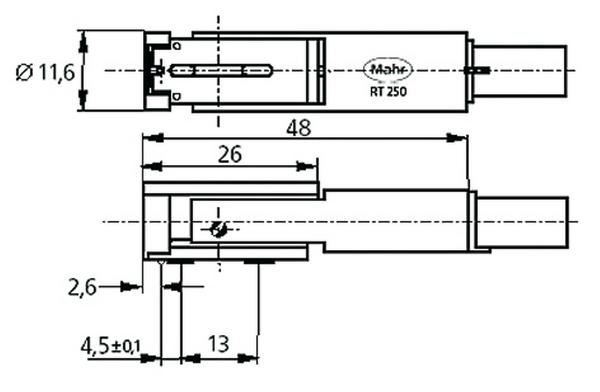
Um dieses Ziel zu erreichen, entwickelte der Göttinger Messspezialist Mahr GmbH für das Linzer Stahlunternehmen ein vollautomatisches Messsystem. Dieses erfüllt den arithmetischen Mittenrauwert Ra, den mittleren Rautiefenwert Rz und die Spitzenzahl RPc an kaltgewalzten Flacherzeugnissen gemäß der Norm SEP 1940. Um die Aufgabe zu lösen, setzt Mahr drei Vorschubeinheiten GD 25 mit jeweils pendelgelagerten Zweikufentastern ein. Der Kegel der diamantenen Messspitze hat einen Radius von lediglich 5 µm. Die Messung erfolgt nach definierten Zeitabständen. Im Fall voestalpine kristallisierte sich ein Prüfrhythmus im Stundentakt als optimal heraus. Dafür wird die Dressiergerüstanlage jeweils komplett angehalten und die Messeinheiten positioniert und abgesenkt, damit die Messung erfolgen kann. An dieser Stelle stellte sich die Frage, ob der jeweils komplette Stopp der Dressieranlage im Verhältnis zum Ergebnis stand. Um es vorweg zu nehmen: Er steht im Verhältnis – wie die späteren Auswertungen des Zeiteinsatzes im Verhältnis zum Qualitätsergebnis und zur Sicherheit zeigten. Zu Überprüfung der Gutseite der Stahlbleche wurde an der Oberseite über der Planheitsmessrolle das Messsystem mit den drei GD 25 Messeinheiten samt Traversier- und Kalibriereinrichtung eingebaut. Die Geräte sind elektronisch in die gesamte Anlagenvisualisierung eingebunden.
Messen in acht Schritten
Der vollautomatisierte Messvorgang zwischen Start und Ende der Messung besteht im Einzelnen aus nur acht Teilschritten:
- 1. Start Messung Rauheit
- 2. Positionieren der Traverse
- 3. Gerät aufgesetzt – ja/nein
- 4. Tastersignal ok – ja/nein
- 5. Messablauf der GD25 starten und Parameter berechnen
- 6. Erfassen der Bandnummer oder Kalibriernummer (Kalibrierung als Bypass-Regelkreis – ja/nein)
- 7. Ergebnisse senden und lokal abspeichern
- 8. Messung erfolgreich – ja/nein
Alle ja/nein-Schnittstellen führen die Information kybernetisch an den Messausgang zurück und starten diesen gegebenenfalls neu. Die synchronen Messschnitte im Einzelnen finden in der Mitte des Stahlbandes und jeweils 15 cm vom Rand entfernt statt. Sie betragen 17,5 mm parallele Länge, einen cut-off (Filtercharakteristik) von 2,5 mm und messen eine Rautiefe von 3 bis 5 µm. Durch das gleichzeitige Messen an drei Stellen wird der Zeitaufwand für diese Messaufgabe gedrittelt. Sollte auch nur eine der drei Messpunkte ausfallen, meldet die Messeinheit sofort einen Fehler und erstellt ein Fehlerprotokoll.
Kalibriervorgang integriert
Damit das Sicherheitskonzept rundum verlässlich bleibt, hat Mahr in die Messmethode einen Kalibriervorgang mit eingebunden. Dafür ist die Kalibrierschiene immer gleich exakt positionierbar. Nach dem Einlegen der Kalibrierschiene auf die Planheitsmessrolle stößt der Bediener den Kalibriervorgang in der Steuerwarte an. Das Messsystem erwies sich als so stabil, dass von der täglichen Kalibrierung auf eine wöchentliche umgestiegen wurde.
MarWin-Software wertet aus
Die Ergebnisse der Rauheitsmessung fließen in die MarWin-Auswertesoftware XP20 von Mahr ein. MarWin ist eine von Mahr entwickelte einheitliche Softwareplattform, die das fertigungsnahe Messen unterstützt. Sie basiert auf einer Windows-Oberfläche, die sich durch eine kundenfreundliche Bedieneroberfläche, Kompatibilität mit verschiedenen Geräteanwendungen und leichtes Erlernen auszeichnet. Die Daten der Messabläufe sind vollständig automatisiert – von der Messwerterfassung bis zur Protokollierung und zum Datenexport. Programm-Bibliotheken verkürzen die Entwicklungszeit von Messprogrammen erheblich. Sämtliche Messergebnisse werden schnell ermittelt und stehen über einen PC sofort zur Weiterverarbeitung zur Verfügung. Für voestalpine hat Mahr die höchste Ebene der MarWin-Software eingerichtet. Auf dieser Ebene kann der Anwender im Script-Programmierbereich wesentliche Aufgaben der Software selbst konfigurieren und den individuellen Anforderungen anpassen. Die Ergebnisse der Rauheitsmessungen werden in monatlichen Textfiles am Rauheitsrechner mit Bandnummer, Unterteilnummer, Position und Datum/Uhrzeit abgelegt. Die Profile der Kalibrierung werden mindestens monatlich archiviert und stehen somit für die Dokumentation und damit Qualitätssicherung langfristig zur Verfügung.
Wirtschaftlichere Auslastung
Seit der Erprobungsphase und nach dem Ausräumen anlagentypischer „Kinderkrankheiten“ liefert die vollautomatische Messmethode von Mahr äußerst zuverlässige Messergebnisse – und das bei einem Rund-um-die-Uhr Dreischichtenbetrieb, das ganze Jahr über. Es gibt keinen Messfehler verursachten unnötigen Maschinenstopp. Das Ziel, eine höhere Betriebszeit – und damit wirtschaftlichere Auslastung der hochwertigen Banddressieranlage – und dabei eine maximale Sicherheit für den Bediener zu erlangen, gilt als vollständig erreicht. Nacharbeiten beschränkten sich auf ein „Feintuning“ der Software und das regelmäßige Warten.
Ausblick Qualitätsprüfung Blech
Die Messlösung hat Mahr nach Vorgesprächen, intensiver Planung und gemeinsamer Zielfindung für voestalpine maßgeschneidert konzipiert und umgesetzt. Dabei stellte sich die Messmethode mit drei Kufentastern und Diamantmessspitze als effizienteste Kosten-Nutzen-Lösung heraus. Je nach Kundenanforderungen bietet Mahr unter Umständen andere Lösungen für schnelles fertigungsnahes Messen in Produktionsumgebung an. Dazu zählt beispielsweise das neue mobile Rauheitsmessgerät MarSurf PS1 im Handyformat. Mit ihm kann in der Produktion und selbst an großen und nicht transportablen Bauteilen die Oberflächenbeschaffenheit exakt kontrolliert und dokumentiert werden. Ein weiterer Trend geht in Richtung optischer Messmethoden – ein Feld, auf dem Mahr ebenfalls zu Hause ist: Mit dem MarSurf WS1 lassen sich Oberflächen berührungslos per Weißlichtinterferometrie messen. Die 3D-Messmethode liefert 3D-Profile und bildet über Oberflächendarstellung auf dem PC-Monitor ab. Mit Hilfe der Mahr-Softwareplattform MarWin und der Topografie-Software MarSurf XT 20 kann beispielsweise eine anschauliche Fotosimulation der Oberfläche in Graustufen schnell erstellt werden.
QE 531
Oberflächenmessungen an Feinblechen bilden einen wichtigen Baustein in der Prozesskette:
Im Walzprozess
- erfasst die Oberflächenstruktur der texturierten Walze in der Dressieranlage
- für die direkte Messung am Blech
Im Umformprozess
- Messung der geforderten tribologischen Eigenschaften
- Prüfung, ob ausreichende Schmierstoffmenge vorhanden, um den Aufbau hydrostatischer und hydrodynamischer Schmiereffekte zu ermöglichen
Bei der Lackierung
- Prüfung Verlauf für langwellige Merkmale sowie
- Glanzeffekte für kurzwellige Anteile
Im Kurzprofil
voestaplpine AG
Die voestaplpine AG ist ein führender europäischer Verarbeitungskonzern mit eigener Stahlbasis und Sitz in Österreich. Die vier Divisionen Stahl, Automotive, Bahnsysteme und Profilform besetzen in ihren jeweiligen Märkten Toppositionen. Produkte von voestalpine sind im Anlagen-, Maschinen- und Stahlbau, in der Automobil- und Nutzfahrzeugindustrie, Bahn, Luft, Logistik etc. ebenso zu Hause wie in der Hausgeräte- und Möbelindustrie.
Mahr GmbH
Die global operierende Mahr-Gruppe ist weltweit der drittgrößte Hersteller mit einem kompletten Angebot an Fertigungsmesstechnik. Mahr-Messgeräte – vom Messschieber bis hin zum optischen Koordinatenmessgerät – werden in der Automobilindustrie, im Maschinenbau, in feinwerktechnischen und optischen Betrieben, sowie in Wissenschaft und Forschung eingesetzt, um kleinste Längen-, Form- und Oberflächenabweichungen an Werkstücken zu messen. In nahezu allen Bereichen der Investitions- und Produktionsgüterindustrie sind messtechnische Innovationen von Mahr wegbereitend für den weiteren technischen und wirtschaftlichen Fortschritt.
Teilen:







{kind=link}