
In VDA Band 5 sind einige Beispiele zur Ermittlung der Messunsicherheit angegeben. Vielfach werden jedoch die notwendigen Messreihen als sehr aufwendig empfunden. Dazu kommen die vielfältigen Fehlermöglichkeiten bei der Berechnung mit dem Taschenrechner. Deshalb sollten alle Möglichkeiten genutzt werden, um den Umfang der Messreihen zu reduzieren und die Berechnung zu vereinfachen, zum Beispiel durch die Nutzung eines entsprechenden Tabellenkalkulationsprogrammes.
Dr.-Ing. Michael Hernla, Dortmund
Der VDA Band 5 „Prüfprozesseignung“ beschreibt Vorgehensweisen
– zur Ermittlung der Messunsicherheit
– zum Nachweis der messtechnischen Anforderungen an Prüfmittel
– zum Nachweis der Eignung von Prüfprozessen
– zur Berücksichtigung der Messunsicherheit bei der Beurteilung der Übereinstimmung mit Spezifikationen
Die zentrale Aufgabe ist dabei die Bestimmung der Messunsicherheit unter Einbeziehung der wesentlichen Einflussgrößen. Bei der Messung geometrischer Größen sind das vor allem:
- 1. Die Abweichung des Messmittels selbst
- 2. Die Handhabung des Messmittels durch den Bediener
- 3. Das Werkstück mit den örtlichen Formabweichungen der Oberfläche
- 4. Die Temperaturen des Messmittels und des Werkstücks
Anforderungen an das Prüfmittel
Nach dem VDA Band 5 werden die Einhaltung der messtechnischen Anforderungen an das Prüfmittel und die Eignung des Prüfprozesses getrennt beurteilt. Bei handelsüblichen Prüfmitteln wie Messschieber, Messschrauben usw. wird zunächst die Standardunsicherheit uPM des Prüfmittels aus dessen Fehlergrenze a berechnet. Diese beinhaltet die Abweichung des Prüfmittels selbst, aber auch seine Handhabung durch den Bediener bei seiner Prüfung mit den entsprechenden Normalen. Die Abweichung der Anzeige darf dabei die Fehlergrenze a nicht überschreiten, wie sie in Normen, vom Hersteller oder vom Nutzer selbst festgelegt ist.
Bei der Berechnung der Standardunsicherheit uPM aus der Fehlergrenze a wird meist von der theoretischen Annahme einer Rechteckverteilung der Messabweichungen innerhalb dieser Grenzen ausgegangen, und es ist uPMø0,6a. Die praktische Erfahrung zeigt jedoch, dass die Fehlergrenzen von den Abweichungen in der Regel nicht voll ausgenutzt werden, sondern dass die meisten Abweichungen nahe bei Null liegen. So weisen zum Beispiel die meisten Digitalmessschieber eine Abweichung von maximal 0,01 mm auf, während die Fehlergrenze nach DIN 862 bei 0,02 mm liegt. Messschieber mit Abweichungen an der Grenze sollten sowieso aussortiert werden, da der weitere Gebrauch das Risiko einschließt, die Fehlergrenze bald zu überschreiten. Deshalb ist es gerechtfertigt, eine Normalverteilung der Abweichungen innerhalb der Fehlergrenzen anzunehmen – was sich auch anhand der Ergebnisse der turnusmäßigen Prüfmittelüberwachung ohne weiteres belegen lässt. Damit ist uPM=0,5a. In dieser Standardunsicherheit sind die Auflösung des Prüfmittels und seine Handhabung durch den Bediener bereits enthalten, da die Einhaltung der Fehlergrenzen in der Regel durch Messungen an Normalen geprüft wird.
Eignung des Prüfprozesses
Die Eignung des Prüfprozesses wird anhand der erweiterten Messunsicherheit U beurteilt. Dazu sind zusätzlich zu dem Einfluss des Prüfmittels die Anteile der örtlichen Formabweichungen der Werkstückoberfläche und der Temperatur zu berücksichtigen. Der Einfluss des Werkstücks kann durch Wiederholungsmessungen ermittelt werden, bei denen jedes Mal andere Stellen der Oberfläche zu messen sind. Der Temperatureinfluss wird zweckmäßig rechnerisch abgeschätzt.
Die Anzahl der Messungen ist nicht ausdrücklich festgelegt. In den Beispielen werden meist 25 Messungen zugrunde gelegt, um eine statistisch sichere Aussage zu erhalten. Die aus allen Einflussgrößen resultierende Standardunsicherheit u(y) der Messgröße wird mit dem Erweiterungsfaktor k = 2 multipliziert, um die erweiterte Messunsicherheit U zu erhalten.
Die Anzahl der Messungen lässt sich aber deutlich reduzieren, wenn anstelle von k = 2 mit dem Wert der t-Verteilung für die effektiven Freiheitsgrade neff gerechnet wird. Diese ergibt sich nach dem Leitfaden zur Angabe der Unsicherheit beim Messen (GUM), Anhang G, aus den Standardunsicherheiten und Freiheitsgraden der einzelnen Einflussgrößen. Werden die Messungen am Werkstück von mehreren Bedienern ausgeführt, ist deren Einfluss bereits in den Messwerten enthalten und braucht nicht noch einmal bestimmt werden.
Kalkulationstabelle
In der Regel ist die Rechnung mit dem Taschenrechner recht aufwendig. Hier lässt sich sehr komfortabel eine Kalkulationstabelle auf der Basis einer handelsüblichen Bürosoftware anwenden, die alle notwendigen Berechnungen automatisch ausführt.
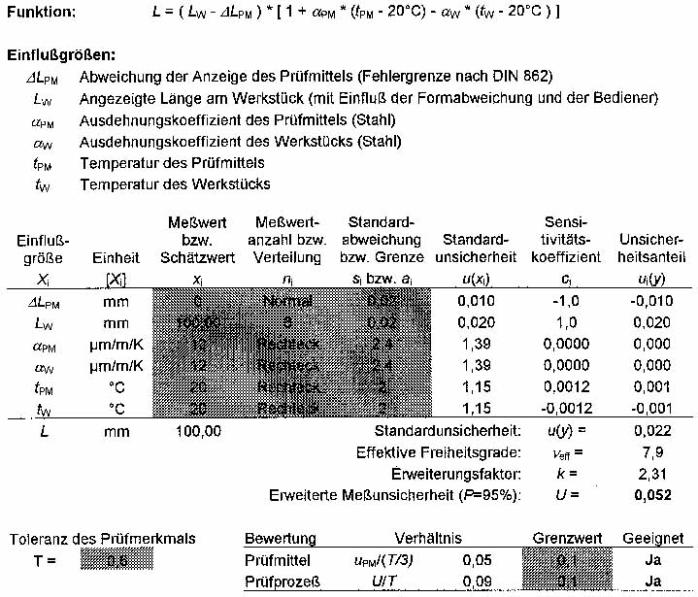
Das Bild zeigt ein Beispiel für einen digitalen Messschieber nach DIN 862. Die Fehlergrenze für den Messwert L = 100 beträgt a = 0,02, die Standardunsicherheit nach den obigen Ausführungen uPM = 0,01. Die Standardabweichung am Werkstück wurde von zwei Prüfern durch insgesamt sechs Wiederholungsmessungen an verschiedenen Stellen mit sW = 0,02 bestimmt. Die Temperaturen, Ausdehnungskoeffizienten und ihre Grenzabweichungen sind ebenfalls dokumentiert. Am Ende der Tabelle steht die Bewertung, ob das Prüfmittel und der Prüfprozess geeignet sind.
Die besonderen Vorteile der vorgestellten Kalkulationstabelle sind:
– Vielseitige Verwendbarkeit für alle handelsüblichen Prüfmittel
– Deutliche Reduzierung der Anzahl der Messungen am Werkstück
– Automatische Berechnung aller notwendigen Werte
– Vollständige Dokumentation der Einflussgrößen, der Messunsicherheit und der Bewertungen des Prüfmittels und des Prüfprozesses
Teilen:







{kind=link}