

Viele Automobilzulieferer stehen vor der Herausforderung, wachsende Qualitätsanforderungen bei hoher Typenvielfalt zu erfüllen. Dies umso mehr, wenn die Varianten eine unterschiedliche Parametrierung der Fertigung erfordern, wie im Fall der Rundtischanlage für PKW-Instrumententafeln bei einem Hersteller in Grefrath. Ein Farbflächensensor sorgt hier dafür, dass die eingelegten Formhäute der Teile abhängig von ihrer Farbe mit der richtigen Menge Schaum hinterfüllt werden.
Birgit Gottsauner , Siemens AG Industry Automation , Sensors and Communication, Nürnberg
Optik und Haptik der Kfz-Interieurs werden immer raffinierter. Bestes Beispiel sind Instrumententafeln, die sich von der rein funktionalen Ästhetik früherer Jahrzehnte mittlerweile zu regelrechten Designobjekten entwickelt haben. Johnson Controls mit Europazentrale in Burscheid ist eines der weltweit führenden Unternehmen in der automobilen Innenausstattung und hat sich am deutschen Standort Grefrath bei Mönchengladbach auf die Herstellung von Instrumententafeln u. a. für die gehobene Mittelklasse spezialisiert. Rund 350 Mitarbeiter fertigen bei Johnson Controls in Grefrath heute in dieser Produktionslinie rund 1.800 Instrumententafeln pro Tag.
Die breit gefächerte Produktpalette reicht von relativ harten bis hin zu haptisch weichen („Soft Feel“), qualitativ hochwertigen Oberflächen für die Luxusklasse. Speziell in den gehobenen Marktsegmenten wünschen die Kunden oft auch farblich anspruchsvoll abgestimmte Instrumententafeln. Was banal klingt, ist in der Praxis gar nicht so einfach zu realisieren, denn die farbigen Außen- bzw. Formhäute bestehen material- und fertigungsbedingt aus zwei Schichten, während für die einfarbigen (schwarzen) eine einzige Schicht genügt. Als Resultat ergeben sich unterschiedliche Wanddicken, die beim anschließenden, robotisierten Hinterschäumen berücksichtigt werden müssen, um bei allen Teilen hinsichtlich Härte/Weichheit und Festigkeit die gleiche gewünschte Qualität zu erzielen. Gelöst wurde diese Aufgabe mit einem Farbflächensensor von Siemens, der die Formhäute zuverlässig erkennt.
Traum in Schaum mit Präzision
Peter Tack, Prozessingenieur bei Johnson Controls, zur Entstehung dieser Problemlösung: „Wir fertigen auf einer kontinuierlich arbeitenden Rundtischanlage auftragsbezogen und just-in-time Instrumententafeln für die neuen Mittelklassefahrzeuge einer deutschen Premiummarke. Dabei muss automatisch zwischen farbigen und schwarzen Formhäuten unterschieden werden, um die Schäumroboter dementsprechend unterschiedlich anzusteuern.“
Die Anlage hat einen Durchmesser von 14 m und umfasst 16 Stationen. Automatisierung und Robotisierung stammen von der Frimo Lotte GmbH. Die Frimo-Gruppe ist langjähriger Systempartner der internationalen Automobilindustrie und führender Spezialist für die Entwicklung und Herstellung von Fertigungssystemen rund um die Kunststoffverarbeitung. Das Unternehmen am Standort Lotte bei Osnabrück hat sich mit etwa 250 Mitarbeitern auf die Anforderungen von Polyurethan-Anwendungen spezialisiert. So bietet Frimo Lotte ein komplettes eigenes Technologieportfolio und berät entlang der gesamten Wertschöpfungskette: von der Modell- und Werkzeugtechnik über Werkzeugträger bis hin zu allen Arten von Anlagen zur Verarbeitung von Polyurethan inklusive der Misch- und Dosiertechnik. Im Fall des Rundtischs bei Johnson Controls war schnell klar, dass die fehlerfreie Unterscheidung zwischen farbig oder nicht-farbig nur mit einem optischen bzw. Machine-Vision-Sensor gewährleistet werden konnte. „Abgesehen vom Preis hatten wir drei entscheidende technische Kriterien zu beachten“, erläutert Uwe Resing, bei Frimo im Bereich der Elektrotechnik verantwortlich für Projektierung. „Zum einen sollte das System möglichst wenig anfällig für Fremdlicht sein. Zum anderen sollte es sich für die Erkennung flexibel zur eingelegten Formhaut positionieren lassen.“ Denn deren Oberfläche weist je nach Instrumententafeltyp recht unterschiedliche erhabene Stellen auf, was Lichtspots und Reflexionen mit sich bringt und eine Lösung erfordert, die auch aus größerer Entfernung noch funktioniert. Auszuschließen war weiterhin, dass das System die Zykluszeit verlängert oder gar in Konflikt mit dem Flämmroboter gerät, der die Haut vor dem Hinterfüllen konditioniert, um die Schaumhaftung zu verbessern.
Kamera oder Farbsensor?
Vor diesem Hintergrund fielen Kamerasysteme ebenso aus der engeren Wahl, wie die meisten am Markt verfügbaren Farbsensoren. „Bei den in Frage kommenden Kameras hätten wir – gemessen am tatsächlich genutzten Leistungsumfang – einen unvertretbar hohen Aufwand für die Fremdlichtabschottung betreiben müssen“, so Rensing weiter. Bei den meisten Farbsensoren wiederum erwiesen sich Messabstand und Messgeschwindigkeit als unzureichend für diese Anwendung: „Wenn man wie hier strukturierte Oberflächen aus größerer Entfernung analysieren muss, besteht die Gefahr, dass mitvermessene Lichtreflexe die Entscheidungsgenauigkeit drastisch beeinträchtigen.“
Nach umfassenden Tests erwies sich der Farbflächensensor Simatic MV220 aus dem Portfolio der Automatisierungstechnik von Siemens den Anforderungen am besten gewachsen. So erlaubt der MV220 beispielsweise Messungen aus bis zu 250 mm Abstand, während andere Farbsensoren meist nicht über 10 bis 15 mm hinauskommen. Zudem bietet er zwei unterschiedliche Betriebsarten: Das Matching, bei dem mehrfarbige Flächen auf Farbanteile und deren Verteilung geprüft werden, und die bei Johnson Controls eingesetzte Farbmerkmalerkennung (Recognition), für die der Sensor die Häufigkeit der eingelernten Farbe im aktuellen Bild mit der im zuvor gelernten Muster vergleicht.
Die integrierte Bildverarbeitung im MV220 liefert dann die Information, ob die Prüfung auf Übereinstimmung erfolgreich war oder nicht. Das variable Bildfenster gestattet dabei eine optimale Anpassung an die gewünschte Auflösung und unterschiedliche Objektgrößen. Der Sensor kann bis zu 16 Farbmuster von verschiedenen Objekten als Referenzmodell speichern, was in dieser Anwendung aber nicht ausgeschöpft wird.
Entscheidend für die Auswertung ist das so genannte Qualitätslimit für die Wiedererkennung von Objekten in Prozent der Übereinstimmung, den die Bildverarbeitung des Sensors ermittelt. Dieser Wert ist entsprechend der Qualitätsziele für jede Anlage individuell wählbar. In der Instrumententafelerkennung bei Johnson Controls liegt er aufgrund der deutlichen Unterscheidung zwischen Farbe und Schwarz bei etwa 20 %. Der Wert kann hier auch deshalb so niedrig sein, da die integrierte Blitzbeleuchtung eine Verfälschung durch Fremdlicht nahezu völlig ausschließt.
Ohne besondere Kenntnisse projektierbar
Peter Tack unterstreicht seinerseits einen weiteren wichtigen Vorteil des Farbflächensensors für den praktischen Einsatz: „Der MV220 ist als Stand-Alone-Produkt konzipiert und beinhaltet alles, was für einen flexiblen Einsatz erforderlich ist, von der Beleuchtung über die optische Ausrichthilfe per Laser und die komplette Bedieneinheit mit LED-Anzeigen, Display und Tastatur bis hin zur Bildverarbeitung. Dennoch lässt er sich auch ohne spezifische Kenntnisse schnell und einfach justieren und einstellen, was ihn bei häufig wechselnden Produkten besonders effizient macht. Da die aktuellen Ergebnisse direkt auf dem Display ablesbar sind, geht die Einstellung des Sensors vor Ort fast spielend von der Hand.“
Attraktive Option für weitere Projekte
Der MV220 liefert seine Ergebnisse direkt an die neue Zentralsteuerung des Rundtischs, eine Simatic S7–400. Zusätzlich zum Display des Geräts werden die erkannten Zustände am Bedienterminal der Anlage, einem Simatic Multi Panel, in einem Meldefenster als SW (schwarz) oder NSW (nicht-schwarz) angezeigt. Die Steuerung setzt die Messergebnisse in entsprechende Befehle um, die vor allem die zugeführte Schaummenge, aber auch den Weg der Schaumlanze entlang der Formhaut betreffen. Nach dem Befüllen wird das Werkzeug geschlossen und der zu schäumende Kunststoff expandiert, gefolgt vom Abgraten und Stanzen der Instrumententafeln. Die Entnahme der fertigen Teile geschieht wiederum manuell.
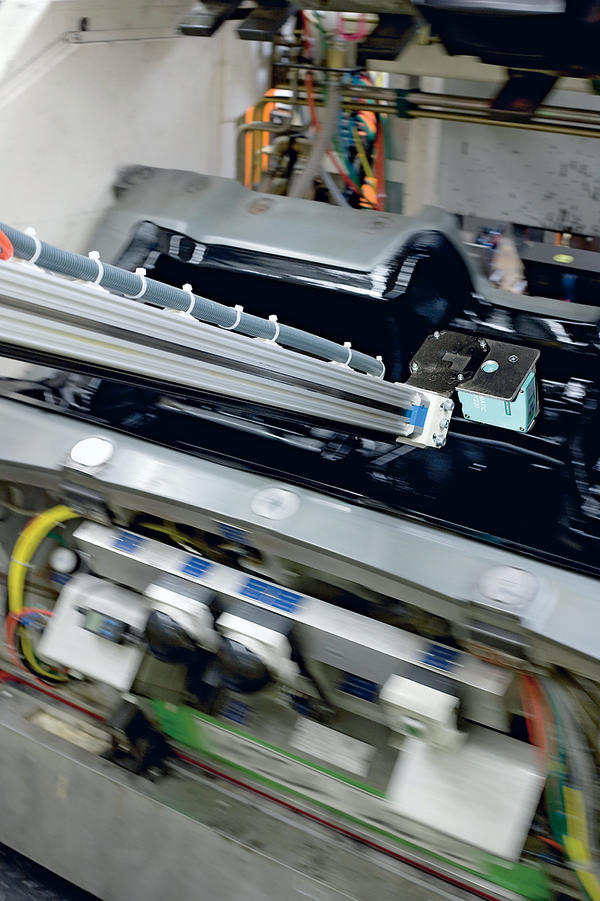
Die Messung erfolgt im Übrigen nach dem Vorwärmen der Teile und in der ersten Flämmstation, was der Sensor mit Schutzart IP65 und einem Arbeitsfenster von bis zu 45 °C problemlos bewältigt. Um die Zykluszeit des kontinuierlich arbeitenden Rundtisches nicht zu verlängern, hat Frimo den MV220 auf einen pneumatisch betriebenen, einachsigen Lineararm montiert, an dem er bis auf ca. 20 mm an die Formhaut heranfährt.
Darüber hinaus setzt Johnson Controls in Grefrath einen weiteren Simatic MV220 an einer kleineren Rundtischanlage ein, auf der im Wesentlichen der Ersatzteilbedarf gedeckt wird. „Beide Anlagen laufen zu unserer Zufriedenheit“, sagt Peter Tack, sodass dem Ziel des Unternehmens, die Produktion in naher Zukunft auf über 2.000 Einheiten pro Tag zu steigern, nichts im Weg steht. „Abgesehen davon betrachten wir die Lösung mit dem Farbsensor als eine attraktive Option für künftige Projekte mit ähnlichen Anforderungen.“
Siemens AG Industry Automation ,
Nürnberg
Teilen:







{kind=link}