



Es benötigt wenig Platz und ist unempfindlich gegenüber mechanischen Schwingungen und Temperaturschwankungen. Diese Eigenschaften qualifizieren das 3D-Koordinatenmessgerät Duramax von Zeiss für den Einsatz in der Fertigungsumgebung – neuerdings sogar bei Umgebungstemperaturen zwischen 15 und 40 °C.
Temperaturen von über 30°C sind selbst in Fertigungshallen in den gemäßigten Klimazonen keine Ausnahme. Auch die immer kompakter aufgebauten Fertigungslinien tragen zum Aufheizen der Räume bei, weil unter anderem die Bearbeitungsmaschinen Wärme abstrahlen. Erschwerend kommt hinzu, dass die Mess- und Prüftechnik aus Gründen der Prozessoptimierung immer näher an die Bearbeitungsanlagen und damit an die Wärmequellen heranrückt.
Dies kann die Qualitätssicherung vor Herausforderungen stellen, weil Hitze und Temperaturschwankungen die Genauigkeit der Messgeräte beeinträchtigt. Problematisch sind vor allem witterungs- und situationsbedingte Schwankungen, die mitunter schwer planbar sind. Aber auch eine mangelhaft umgesetzte Klimatisierung kann durch direkte, stoßartige Luftströmungen auf ein Koordinatenmessgerät die Messwerte verfälschen.
Eine professionelle Klimatisierung, welche die Temperaturen konstant hält, wäre die Lösung. Doch die kostet Geld, insbesondere der Betrieb und die Instandhaltung der Anlage. Gerade in den tropischen und subtropischen Regionen Asiens oder Zentral- und Südamerikas, aber auch in Teilen der USA und Südeuropas wird deshalb häufig auf eine Klimatisierung der Fertigungshallen verzichtet.
Kompakte Maße und erweiterter Temperaturbereich
Aus diesen Gründen hat Zeiss sein kompaktes Koordinatenmessgerät Duramax weiterentwickelt. Die Maschine arbeitet nun in einem auf mehr als das doppelte erweiterten Temperaturbereich so zuverlässig wie gewohnt: Bei Umgebungstemperaturen zwischen 15 und 40 °C erzielt Duramax High Temperature & Gradients (HTG) eine Genauigkeit bis auf 3,9 μm. Nicht nur der Temperaturbereich, in dem das Gerät diese hohe Genauigkeit erreicht, auch die maximal zulässigen Schwankungen im Stunden- und Tagesverlauf konnte Zeiss anheben. Nun toleriert das Messgerät eine Temperaturänderung um bis zu 50 % pro Stunde und um 100 % pro Tag mehr –- ohne Beeinträchtigung der Messqualität.
Möglich wurde eine solch hohe Präzision, die selbst bei hohen Temperaturen und Schwankungen gewährleistet ist, dank der Verwendung neuer, hochwertiger Komponenten und auf Basis zahlreicher Auswertungsdaten der weltweit 3000 installierten Geräte des Duramax. Ein Ergebnis der Modernisierung: Die Entwickler isolierten die Z-Achse des Messgeräts durch eine Haube von der Umgebung ab. Um darüber hinaus den Temperatureinfluss zu reduzieren, versahen sie den Grundkörper des Messgerätes mit einer reflektierenden Edelstahlverkleidung und einer Spezial-Isolierung. Die höhere Temperaturresistenz bedeutet für den Betreiber eine deutliche Reduzierung der Betriebskosten gegenüber einer Klimatisierung oder der Einrichtung eines fertigungsnahen Messraums – und das bei verlässlicheren Messwerten.
100 % Prüfungen sind nicht notwendig
Immer wieder müssen Unternehmen feststellen, dass trotz ausführlicher Auftragsbeschreibungen und kontrollierter Fertigung nicht alle zugelieferten Bauteile exakt zueinander passen. Aus Angst vor teuren Rückrufaktionen oder Reklamationen gehen viele Unternehmen daher gleich auf Nummer sicher und prüfen die zugelieferten Teile trotz ausführlicher Messprotokolle zu 100 % nach. Diesen zeit- und ressourcenintensiven Aufwand könnten sich viele Unternehmen jedoch sparen – vorausgesetzt, sie würden den Messprozess ihrer Zulieferer durch externe Experten prüfen und zertifizieren lassen.
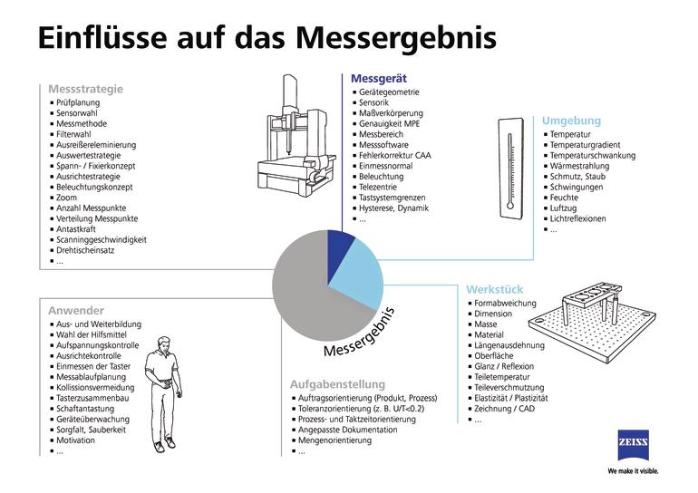
Es gibt kaum ein Werkstück, dessen Gestaltparameter mit heutigen Koordinatenmessgeräten nicht messbar sind. Das Problem: Die Zunahme des Funktionsumfangs der Messmaschinen hat nicht nur deren Möglichkeiten erweitert, sondern auch ihre Handhabung komplexer gemacht. Mit der Konsequenz, dass selbst Messergebnisse deutlich voneinander abweichen, die mit demselben Koordinatenmessgerät an demselben Werkstück unter vergleichbaren Umgebungsbedingungen gewonnen werden. Grund dafür sind alleine die vielfältigen Definitions- und Einstellmöglichkeiten in der Messsoft- ware. Die Vergleichbarkeit der Messergebnisse ist jedoch in der heutigen, global organisierten Industrieproduktion mit ihren immer enger werdenden Fertigungstoleranzen mittlerweile so wichtig wie die Genauigkeit. Ein erster Schritt hin zur Vergleichbarkeit der Messerergebnisse ist es, die Einflüsse auf den Messprozess zu kennen.
Auch die Qualifikation der Mitarbeiter hat Einfluss auf die Messergebnisse
Dass Temperatur, Schwingungen und Verunreinigungen Messergebnisse verfälschen können, ist weitgehend bekannt. Doch laut einer internen Studie von Zeiss beeinflussen diese Faktoren das Messergebnis nur zu einem kleinen Teil. Das Werkstück selbst, das Messgerät inklusive Taster und Aufspannvorrichtungen, das gewählte Messverfahren und nicht zuletzt der Bediener selbst haben einen sehr viel größeren Einfluss darauf, ob das Resultat der Messung richtig und reproduzierbar ist. Nach Erkenntnissen von Zeiss lagen die größten Defizite bei den von ihnen untersuchten Unternehmen im Bereich der Qualifikation der messtechnischen Mitarbeiter und insbesondere bei der fehlenden Standardisierung und Dokumentation der Messstrategien.
Dass sich trotz dieser vielfältigen Einflüsse und Fehlerquellen Vertrauen in die Messergebnisse schaffen lässt, beweist Zeiss mit seinem Messprozess-Assessment. Ein Angebot, das völlig unabhängig davon ist, ob die eingesetzten Koordinatenmessgeräte von Zeiss oder von einem anderen Hersteller stammen.
Benchmark schafft Vertrauen bei Kunden
Die Erfahrungen zeigen: Der Benchmark-Wert schafft Vertrauen. Die Carl Zeiss Semiconductor Manufacturing Technology GmbH beispielsweise misst inzwischen nicht mehr bei den Lieferanten zu 100 % nach, die im Assessment einen Wert von 80 % oder besser erreicht haben. Dadurch konnte das Unternehmen erhebliche Kosten einsparen und die Durchlaufzeiten verringern. Mittlerweile sind Messprozess-Assessments daher wichtige Bestandteile im jährlichen Audit-Programm.
Das heißt, Carl Zeiss Semiconductor Manufacturing Technology plant regelmäßig Messprozess-Assessments sowie andere Lieferanten-Audits und nutzt dabei einheitliche Reportingstrukturen und Maßnahmen-Trackings. Außerdem werden Messprozess-Assessments bei allen neuen Lieferanten eingesetzt. Dadurch ist bereits sehr früh klar, ob ein potenzieller Lieferant die Teile nicht nur fertigen, sondern auch verlässlich qualifizieren kann. Durch diese früh einsetzende und enge Zusammenarbeit mit dem Lieferanten reduziert das Unternehmen deutlich seine nachgelagerten Kosten und Aufwände von intern zu extern. ■
Teilen:







{kind=link}