

Firmen im Artikel
Wer weiß, wie aufwendig es ist, Messpläne für ein Multisensor-Messgerät einzulernen, kann abschätzen, welche Erleichterung die automatisierte Messtechnik für uns im Industriealltag bedeutet“, erklärt Patrick Baisch, Fertigungsleiter bei Hailtec, einem ISO-13485-zertifizierten Auftragsfertiger für feinmechanische Komponenten. Das Unternehmen bietet Hochtechnologie on Demand. Die Mitarbeiter stellen zum Beispiel Prägestempel oder Implantate mit Oberflächengüten von Ra = 0,1 µm her und nutzen dafür moderne Maschinen und Laseranlagen.
Auch Hersteller von Medizinprodukten profitieren von den Möglichkeiten, die Hailtec für die Muster- und Serienfertigung bietet: Mit validierten Prozessen unterstützt das Unternehmen die Auftraggeber vom Rohmaterial bis zur reinraumverpackten medizintechnischen Komponente – inklusive reproduzierbarer Qualität. „Unser Messlabor liefert Auftraggebern die Daten für ihre Qualitätssicherung“, sagt Hailtec-Geschäftsführer Alexander Renz.
Als er 2018 die Unternehmensleitung übernahm, war metallischer 3D-Druck „der große Hype“. „Also beschlossen wir, das Gegenteil zu machen und auf Laserablation zu setzen“, berichtet Renz. Mit ultrakurzen, kalten Pulsen ließ sich zum Beispiel in der Prägestempelfertigung die Senkerosion ablösen. Inzwischen ist die Nachfrage nach Ultrakurzpuls-Laseranwendungen groß.
Hailtec arbeitet im Mehrschichtbetrieb und nutzt automatisierte Prozesse. Dabei hat der Auftragsfertiger weiterhin den Anspruch, eine hundertprozentige Qualitätskontrolle durchzuführen, denn neue Hightech-Verfahren brauchen auch Vertrauen. Um dieses aufzubauen, spielt der messtechnische Nachweis eine große Rolle.
Automatisierte
Stempelmessung spart Zeit
Renz hatte sich daher schon früh am Markt umgeschaut und für Messsysteme von Bruker Alicona entschieden. „Wirtschaftlich ab Losgröße 1 fertigen und dabei allen medizintechnischen Anforderungen gerecht werden – dabei erwies sich die Messtechnik bisher als Flaschenhals“, sagt Fertigungsleiter Baisch. Doch heute spare die automatisierte Stempelmessung enorm viel Zeit.
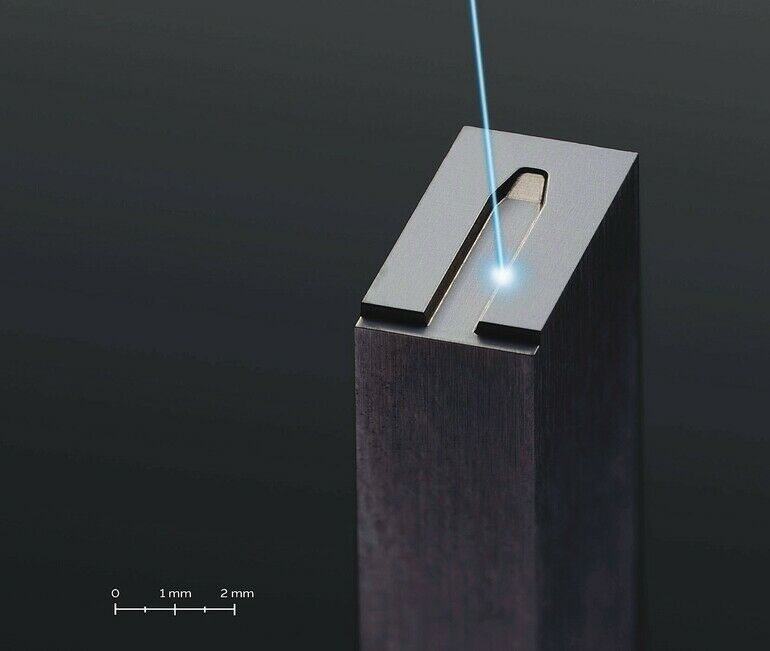
Die bei Hailtec verwendeten Systeme von Bruker Alicona messen rein optisch und basieren auf dem Prinzip der Fokus-Variation. Das optische Verfahren ermöglicht eine zerstörungsfreie, rückführbare und wiederholgenaue Messung. Deshalb eignet sich die optische 3D-Messtechnik auch sehr gut für den Einsatz an Präzisionsformwerkzeugen.
Die Herausforderung für Prägestempel-Hersteller wie Hailtec ist, dass es keine Abweichungen der formgebenden Geometrie hinsichtlich des Bezugspunktes geben darf. Der Stempel hat den größten Einfluss auf den Herstellungsprozess, seine Qualitätsmerkmale sind „spielentscheidend“.
Die Anforderungen an diese Bauteile und ihre Komplexität steigen von Jahr zu Jahr. Eine umfassende Qualitätskontrolle bringt dabei folgende Vorteile:
- reduzierte Kosten,
- reduzierter Materialeinsatz,
- schnelle und prozesssichere Fertigung von hohen Stückzahlen sowie
- hohe Präzision.
Mit traditionellen Methoden sind die Abweichungen der formgebenden Geometrie vom Bezugspunkt wie auch die engen Toleranzen, die oft im einstelligen µm-Bereich liegen, schwierig einzuhalten. Meistens wird dann in der Qualitätssicherung ein Kompromiss zwischen Genauigkeit und Auflösung geschlossen. Eine Schwäche taktiler Messtechnik im Vergleich mit optischen Lösungen ist auch die Darstellung in 2D. Ein eindeutiger Vorteil der berührungslosen Messsysteme von Bruker Alicona ist hingegen, dass sie Millionen Messpunkte in wenigen Sekunden liefern. All diese Aspekte wirken sich stark auf den Faktor Zeit aus.
Als Pilot-Anwendungsfall für die Bruker-Alicona-Messsysteme ist aber nicht nur das von Hailtec hergestellte Formwerkzeug sehr gut geeignet. Auch die Produkte, zu denen der Stempel in Umformverfahren führt, sind es. Dazu zählen unter anderem Steckverbinder, Schalter und Kontaktfedern, Schweiß- und Nietkontakte und Bipolarplatten. Eingesetzt werden die bei Hailtec auf verschiedenen Wegen gefertigten Präzisionsbauteile in der Medizintechnik, in der Automobilindustrie, in der Kunststoff- sowie der Elektro- und Textiltechnik.
Bauteile lassen sich robust und rückführbar messen
So läuft die Messung ab: Ein optischer Sensor misst Maß, Lage, Form und Rauheit – völlig berührungsfrei. Steile Flanken und Bauteile mit variierenden Reflexionseigenschaften lassen sich robust und rückführbar messen. Typische Anwendungsfälle sind zum Beispiel Zahnimplantate, Knochenschrauben, chirurgische Instrumente, orthopädische Implantate und Zerspanungswerkzeuge.
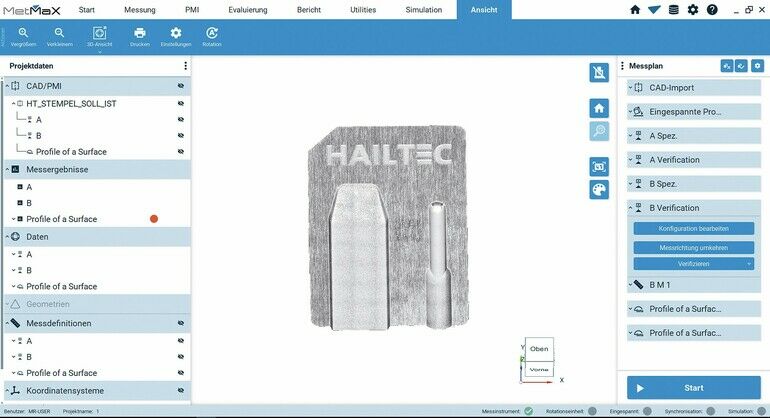
Mit der Bedienersoftware Metmax ist es möglich, eine automatisierte Messstrategie in vier Schritten zu erstellen:
- CAD-Daten laden,
- ausrichten,
- Referenz erfassen und anschließend
- Product Manufacturing Information (PMI) definieren.
Ein digitaler Zwilling mit Messsimulation und Kollisionserkennung unterstützt den Bediener genauso wie die intelligente Messplanung. Das ermöglicht das vollständige Automatisieren wiederkehrender Messaufgaben. Einfaches Teach-in, One-Button-Lösungen, Pick&Place-Automatisierung und die integrierbare PMI erleichtern den Übergang von 2D-zeichnungsbasierten Arbeitsabläufen zu einer 3D-Modell-basierten Qualitätssicherung.
Dabei trifft die Anlage selbst sinnvolle Entscheidungen. „Glänzt der Stempel zum Beispiel, so wählt die Software automatisch die entsprechende Lichteinstellung und Auflösung“, erklärt Renz. Die in Metmax integrierte Wissensdatenbank, die so etwas ermöglicht, sei „nicht nur angesichts des Fachkräftemangels ein immenser Vorteil“. Die Wissensdatenbank enthält das über Jahre gesammelte Know-how der optischen Messtechnik. Das entlaste das Bedienpersonal enorm und garantiere gleichbleibende Ergebnisse.
„Was die KI angeht, sind wir absolut am Puls der Zeit und bieten an, was bereits möglich ist“, sagt Urban Muraus, Geschäftsführer von Bruker Alicona. „Wir liefern sowohl KI-gestützte Softwaremodule zur Oberflächenklassifizierung als auch Daten zur Schulung der KI. Dazu braucht es ja Big Data, und die haben wir. Wir programmieren KI und nutzen diese auch selbst, um unsere eigenen Technologien zu verbessern. Fairerweise muss man aber sagen: In der Messtechnik beschränkt sich der Einsatz hauptsächlich auf die Bildverarbeitung.“









{kind=link}