



Lange reifte bei den Fertigungsplanern von Robert Bosch Automotive Steering, Andreas Tisljar und Sebastian Schniepp, die Idee, den 35 Maschinenbedienern in der Lenkmutterfertigung in Schwäbisch Gmünd den Umgang beziehungsweise die Nutzung der Messdaten zu erleichtern. Denn auch wenn sich in der Fertigung einiges verändert hatte, „wie wir die Messprotokolle gehandhabt haben, das war die vergangenen 15 Jahre mehr oder weniger gleich“, so Schniepp. Das größte Problem für den Fertigungsplaner: Ein Messprotokoll dokumentiert immer nur den Moment. Wollten Werker einen Trend erkennen, dann mussten sie in der Lenkmutterfertigung die letzten Protokolle aus dem Ordner nehmen und Seite für Seite den Wert vergleichen. „Unmöglich, das im Tagesgeschäft zu realisieren“, ergänzt Tisljar.
Angesichts von einzuhaltenden Toleranzen, die mitunter im „Größenbereich eines Ebola-Virus“ liegen, wie es Daniel Hübscher, Mitarbeiter in der Abteilung Technologieentwicklung von Bosch gern visualisiert, hing die Stabilität der Prozesse in Schwäbisch Gmünd deshalb stark von der Erfahrung beziehungsweise von der Tagesform der Werker ab. Als die Abteilung durch die Bemühung von Tisljar und Schniepp 2018 dann die Voraussetzungen schuf, um die Messprotokolle als pdf-Files auf einen Rechner an den Bearbeitungszentren zu spielen, „hatten wir bereits eine andere Lösung im Kopf“, so Schniepp. Denn die Umstellung senkte zwar den jährlichen Papierverbrauch der Abteilung um 6.400 kg und reduzierte damit den CO2 Ausstoß um 5.330 kg pro Jahr. Aber sie lieferte den Werkern keine zusätzlichen Informationen.
Auswertungen und grafische
Auswertungen für die Werker
Tisljar und Schniepp wollten eine Lösung, die den Werkern eine Auswertung sowie eine grafische Darstellung der Messwerte erlaubte. Sie prüften deshalb mehrere Statistiklösungen. „Das, was wir wollten, ließ sich nur mit Piweb von Zeiss umsetzen“, erinnert sich Schniepp. Um die Geschäftsführung von einem Investment in die Software zu überzeugen, hinterlegten die Fertigungsplaner ihre Vision mit konkreten Zahlen zu den erwarteten Einsparungen beziehungsweise Vorteilen. Sie prognostizierten, dass sich die Auslastung der Anlagen um mindestens 1 % erhöhen würde. „Wie sich mittlerweile zeigt, haben wir hier tiefgestapelt“, freut sich Schniepp. „Zwar wurde kein Projekt aufgesetzt, um konkrete Zahlen zu gewinnen, aber wir sehen eine höhere Auslastung der Anlagen und weniger Ausschuss“, so Tisljar. „Die Produktion läuft ruhiger, der Fertigungsprozess ist insbesondere bei unerfahrenen Werkern stabiler geworden“, ergänzt Schniepp.
Nach einem dreitätigen Workshop zum Leistungsumfang der Software, fing die Arbeit für die Produktionsplaner dann richtig an. „Denn so vielversprechend die angedachte Verzahnung zwischen Koordinatenmessgeräten, Piweb und den Fertigungszentren auch ist, sie ist nur mit Daten möglich, die konsistent sind und sich eindeutig zuordnen lassen“, so Tisljar. Deshalb standen 2020 alle 90 Messprogramme, mit denen 20 bis 35 Merkmale der einzelnen Lenkmuttertypen kontrolliert werden, auf dem Prüfstand. Eine Aufgabe, die Daniel Hübscher von der Abteilung Technologieentwicklung bei Bosch in Schwäbisch Gmünd übernahm. Er standardisierte und parametrisierte die Programme. Da ihm schnell klar war, dass es nicht damit getan war, die Verwendung von Unterstrichen oder Doppelpunkten zu vereinheitlichen, suchte er von Anfang an den Dialog mit den Mitarbeitern an der Maschine.
„Neu ist immer schwierig, aber wenn man sich der Diskussion stellt, dann kommt man ans Ziel“, so Hübscher. Dass sich seine Arbeit auszahlte, steht für alle Beteiligten außer Frage. Zum einen könnte die Abteilung jetzt innerhalb kürzester Zeit und ohne großen Aufwand betreiben zu müssen, das 91ste oder 200ste Messprogramm erstellen. Und zum anderen verkürzte die mit der Standardisierung verbundene Bereinigung der Messprogramme die Messzeit der Lenkmuttern.
Werker erhalten genau die
Reports, die sie benötigen
Gearbeitet wird mit Piweb-Reports in der Abteilung bereits seit 2020. Den Experten bei Bosch war dabei das Thema Standardisierung wichtig. Deshalb suchten sie den Dialog mit den Maschinenbedienern, um sicherzustellen, dass sie genau die Reports erhalten, die sie für die Steuerung der Maschinen brauchen. Dafür wurden Filter gesetzt. Der Bediener klickt dafür den jeweiligen Arbeitsgang, Maschinentyp, Maschine und die entsprechende Sachnummer an und kommt dann auf eine Ebene auf der er unter anderem das Prozess-, das Gesamtprotokoll oder auch die Prozessübersicht inklusive Korrekturen auswählen kann. Die Struktur erlaubt es ihnen, ganz schnell und einfach weitere Lenkmuttermodelle oder Fertigungsmaschinen zu integrieren.
Neben den Reports entwickelte Schniepp auch die Formel für die Berechnung der Korrekturwerte für die Bearbeitungsmaschinen in Piweb. Diese geben an, um welchen Wert die Bearbeitung korrigiert werden muss, um den Soll-Wert zu erhalten. „Durch die Vorgabe dieser Korrekturwerte nehmen wir den Werkern viel Arbeit bei der Berechnung dieser ab und reduzieren so Fehlerquellen – insbesondere dann, wenn mehrere Bearbeitungsschritte auf ein Messmerkmal einzahlen“, betont der Fertigungsplaner. Noch erhalten die Maschinenbediener in Schwäbisch Gmünd diese Korrekturwerte mit dem Aufruf des entsprechenden Reportings. Ob sie diese Werte dann 1:1 in die Fertigungsmaschinen übertragen oder aber angepasst werden, das entscheiden die Werker individuell aufgrund ihrer Erfahrungen.
Bosch und Emag entwickeln eine gemeinsame Schnittstelle
Und weil bei der händischen Übertragung der Korrekturwerte in die Maschinensteuerung schnell Fehler entstehen, sollen in den nächsten Wochen direkt im Display der Bearbeitungszentren angezeigt werden. Die Schnittstelle für die Datenübertragung erstellt Bosch derzeit in Zusammenarbeit mit Emag, dem Hersteller der Fertigungszentren. Doch auch bei der automatisierten Datenübergabe muss der Bediener per Knopfdruck noch entscheiden, ob er die Werte übernimmt. Dies ist ein wichtiger Punkt für die Fertigungsplaner, denn die Werker haben die Verantwortung für das Bearbeitungsergebnis und müssen diese behalten. „Wären sie hier außen vor, dann bestände die Gefahr, dass Aufgaben wie das Reinigen der Bauteile vor dem Messen auf der Koordinatenmessmaschine nicht mehr ganz so ernst genommen werden“, so Schniepp.
Er und Tisljar denken deshalb heute bereits – und zwar gemeinsam mit KI-Experten von Bosch – darüber nach, wie der Prozess in Zukunft gestaltet sein muss. Denn auch bei einer weiteren Verzahnung und einer stärkeren Einbeziehung von Künstlicher Intelligenz soll der Werker im Fokus bleiben. Welches Potenzial die Entwicklung hin zu einem Closed Loop besitzt, hat sich bei Bosch in Schwäbisch Gmünd bereits herumgesprochen. „Wir hatten Kollegen von der Zahnstangenfertigung hier, die sind begeistert und wollen diesen Weg ebenfalls gehen“, freut sich Schniepp. Und die Werker? „Das sind echte Schwaben“, so Hübscher, „nicht geschimpft ist genug gelobt“.
Carl Zeiss IQS Deutschland GmbH
Carl-Zeiss-Straße 22
73447 Oberkochen
www.zeiss.de/messtechnik
Die Autorin
Syra Thiel
Storymaker
im Auftrag von
Zeiss
www.zeiss.de/imt
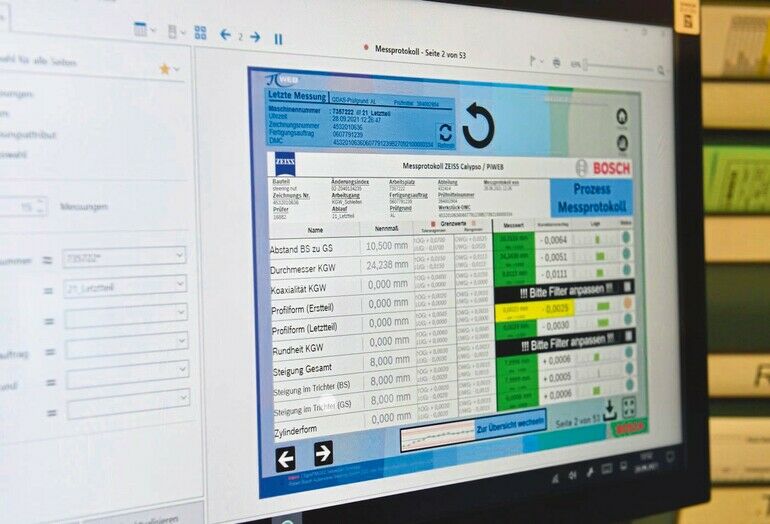
Übersichtliche Reports
Piweb ist eine Reporting-Software von Zeiss, die aufwändig gewonnene Messdaten in aussagekräftige Erkenntnisse übersetzt. Dabei lassen sich die Messdaten sowohl über Diagramme, statistische Auswertungen als auch über farbliche Abweichungen zu den CAD-Modellen visualisieren. Messdaten verschiedener Bauteile und Messgeräte können außerdem einfach und schnell in einem Dokument zusammengefasst werden. Zudem errechnet Piweb Korrekturwerte, die Werker dabei unterstützen, die vorgegebenen Soll-Werte zu erreichen. Durch die Möglichkeit firmenspezifische Reports zu erstellen, lässt sich der Produktionsprozess optimal überwachen. Die Software ist skalierbar und erlaubt Firmen bei der Anwendung der datenbankgestützten Versionen den aus Industrie 4.0 resultierenden Informationsfluss effizient zu organisieren und die Digitalisierung voranzutreiben.
Über Robert Bosch Automotive Steering
Robert Bosch Automotive Steering zählt zu den führenden Herstellern von Lenksystemen. Der Standort Schwäbisch Gmünd umfasst das Werk und die Zentrale des Geschäftsbereichs Automotive Steering. Dort arbeiten rund 4.300 Mitarbeiter. Gefertigt werden Fahrzeugkomponenten für Pkw und Nutzfahrzeuge. Neben der Elektrolenkung Servolectric für Pkw wird die RB-Servocom, eine kompakte Kugelmutter-Hydrolenkung für Lkw und Omnibusse, in Schwäbisch Gmünd hergestellt.

Hier finden Sie mehr über:







{kind=link}