

„Die Anforderungen an die Vielseitigkeit von Systemen zur Messung von Rauheiten haben in den vergangenen Jahren stetig zugenommen“, sagt Martial Wüthrich, Geschäftsführer und Inhaber von Diavite mit Sitz in Bülach/Schweiz. Deshalb hat der Messtechnikhersteller das Design seiner Messmaschinen auf konsequente Modularisierung und Austauschbarkeit von Messgerät, Vorschubeinheit, Tastern und Anschlussmöglichkeiten ausgelegt. Sein Unternehmen hatte bereits 1953 ein erstes Rauheitsmessgerät hergestellt und die Technologie seitdem verbessert und weiterentwickelt.
Die kleinen, kompakten Einheiten, die Diavite heute anbietet, können sowohl im Labor als auch mobil eingesetzt werden. Sie eignen sich für autonome Messungen ebenso wie für die Weiterleitung der Daten an Computer oder übergeordnete IT-Systeme entsprechend den Anforderungen der Industrie 4.0-Vision.
Wesentliches Unterscheidungsmerkmal ist zunächst die Festlegung der Vorschubeinheit auf das Tasterprinzip: VH-Vorschubeinheiten sind ausschließlich für die häufig eingesetzten Kufentaster ausgelegt, während VHF-Einheiten auch für Freitaster sowie für optische Abtastung geeignet sind. Alternativ zum universell einsetzbaren Gerät DH8 mit eingebautem Drucker gibt es die leichte Einheit Compact II mit Display oder die Blackbox DH-8/App, die zum Anschluss an Tablet oder PC mit dem Programm Diasoft vorgesehen ist. Das Spitzenmodell DH-10 Touch verfügt über einen grafischen Touchscreen-Bildschirm sowie über besonders viele Schnittstellen für die Datenweitergabe.
„Die mechanisch arbeitenden Kufentaster beziehungsweise die Freitaster messen nach unterschiedlichen Prinzipien“, erläutert Wüthrich. Bei Kufentastern wird eine Gleitkufe über das Werkstück gezogen, welche zumeist die Tastspitze seitlich umfängt. Das aufgezeichnete Signal hat als Referenz somit die Oberfläche der Kufe in der unmittelbaren Umgebung der Tastspitze. Makroskopische Welligkeiten oder Winkelabweichungen der Oberfläche werden daher bei der Messung weitgehend ausgeblendet; das aufgezeichnete Signal beschreibt lediglich das Mikroprofil. Signaltechnisch gesehen wirkt das System somit als Hochpass.
Im Unterschied dazu hat beim Freitaster ausschließlich die Tastspitze Kontakt mit dem Werkstück, sodass sämtliche Geometriemerkmale des Prüflings wie Welligkeiten oder Winkelfehler zur Referenzebene im Messsignal abgebildet werden. Die Entscheidung darüber, welches Abtastprinzip am besten geeignet ist, hängt jeweils vom Prüfling beziehungsweise von der Aufgabenstellung ab.
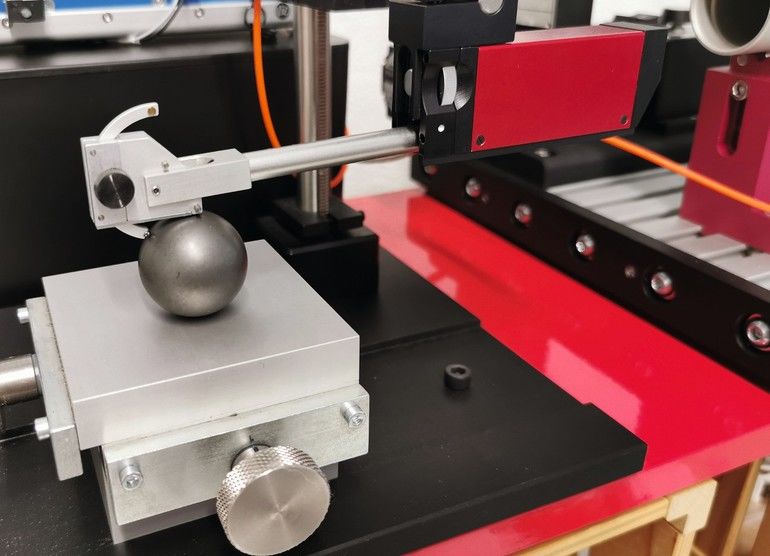
Das optische Messsystem arbeitet nach dem chromatisch-konfokalen Prinzip. Vereinfacht ausgedrückt fokussiert eine spezielle Optik die unterschiedlichen Wellenlängen aus einer Weißlichtquelle in unterschiedlichen Entfernungen vor der Optik. Die vom Sensor detektierte Farbe liefert somit eine Information über die Entfernung des jeweiligen Oberflächendetails von der Linse. Aus diesen Informationen lässt sich dann die Rauigkeit der Oberfläche ermitteln. Zu den Vorteilen des Verfahrens zählt die Tatsache, dass die Oberfläche nicht berührt und damit nicht beschädigt wird, was bei empfindlichen Werkstoffen wie etwa Kunststoffen von Vorteil ist. Auch eignet sich die Methode für durchsichtige, reflektierende, lichtundurchlässige oder mehrschichtige Oberflächen. Weiterer Vorteil ist die Möglichkeit der Messung auch an sehr kleinen Teilen, die sonst mit viel Aufwand fixiert werden müssten.
Eine breite Palette an Messtastern
Als Spezialist auf dem Gebiet hat Diavite eine besonders breite Palette an Messtastern für unterschiedlichste Anwendungen entwickelt. So gibt es Taster für Messungen am Inneren von Bohrungen, an Bodenflächen oder Innenflanken von Bohrungen oder Nuten, von Schneiden und Konturen, von Zahnflanken oder Achsen sowie auch Quer- und Tiefentaster. Eine besonders anspruchsvolle Konstruktion ist ein Umfangstaster für Kugeln, Rohre oder Wellen, dessen Mechanik der Oberfläche des Prüflings so folgt, dass die Tastspitze stets radial zur Krümmung der zu prüfenden Oberfläche orientiert bleibt. Das bei der Lösung solcher Aufgaben erworbene Knowhow befähigt das Unternehmen, auf Wunsch maßgeschneiderte Sensoren selbst für sehr ausgefallene Aufgabenstellungen zu entwickeln und zu liefern. Diese Flexibilität gilt auch bezüglich der Entwicklung angepasster Auswertungssoftware.
Engineering für industrielle Sonderlösungen
„Anfragen zur Entwicklung und Fertigung individuell maßgeschneiderter Messtechnik erhalten wir schon fast im Wochentakt“, weiß Wüthrich. Oft geht es dabei um Lösungen, die der Kunde als Bestandteil beziehungsweise Zubehör in seiner eigenen Anlagentechnologie verbaut. In einem Fall ging es beispielsweise um Messgeräte, die in Produktionsanlagen für das Schleifen von Zahnrädern integriert werden sollten. Mit ihrer Hilfe wird die Rauigkeit der Zahnflanken ermittelt, die ein wichtiges Kriterium für die Laufruhe und Langlebigkeit der produzierten Zahnräder ist. Dafür mussten spezielle Funktionen in die Steuerungen beider Systeme integriert werden. Wesentliche Voraussetzung war unter anderem die Entwicklung einer speziell angepassten Vorschubeinheit, deren Sensor mithilfe einer NC-Achse um bis zu 270 ° gedreht werden kann, um beide Flanken des Zahns abtasten zu können.
Bei einem anderen Anwendungsfall ging es um die periodische Prüfung der Rauheit der Oberfläche von Mahlwalzen für Güter wie Lebensmittel, Farbpigmente oder Pharmagrundstoffe. Vor allem in den feineren Mahlstufen hat das Rauheitsprofil der Walzenoberfläche wesentlichen Einfluss auf die Produktqualität und den Durchsatz sowie auf den Energieverbrauch des Aggregats. Früher musste das Mahlwerk für solche Messungen stillgelegt und die Walze ausgebaut werden, was hohen Aufwand und erhebliche Stillstandkosten verursachte. Für diesen Anwendungsfall wurde eine Messtechnologie konzipiert, die keine Demontage des Mahlwerks erfordert und in kurzer Zeit die für den Betreiber wesentlichen Messdaten liefert. ■








{kind=link}