

In den vergangenen Jahren ist ein regelrechter Boom nach hochpräzisen Werkzeugmaschinen zu beobachten. Diese fertigen Werkstücke teilweise mit einer Genauigkeit im Mikrometerbereich. Um solche Genauigkeiten erreichen zu können, muss die Konstruktion der Werkzeugmaschine in vielen Bereichen optimiert sein. Eine der kritischen Komponenten ist dabei die Spindel. Hohe Drehzahlen und die Reibung zwischen Werkzeug und Werkstück können zu einer Erwärmung der Spindel führen, die sich in einer Längenänderung bemerkbar macht. Eine Flüssigkeitskühlung der Spindel kann diesen Effekt zwar begrenzen aber nicht komplett kompensieren. Zu dem Temperatureffekt können zusätzlich Längenänderungen kommen, die auf den hohen Zentrifugalkräften bei sehr schnell drehenden Spindeln beruhen.
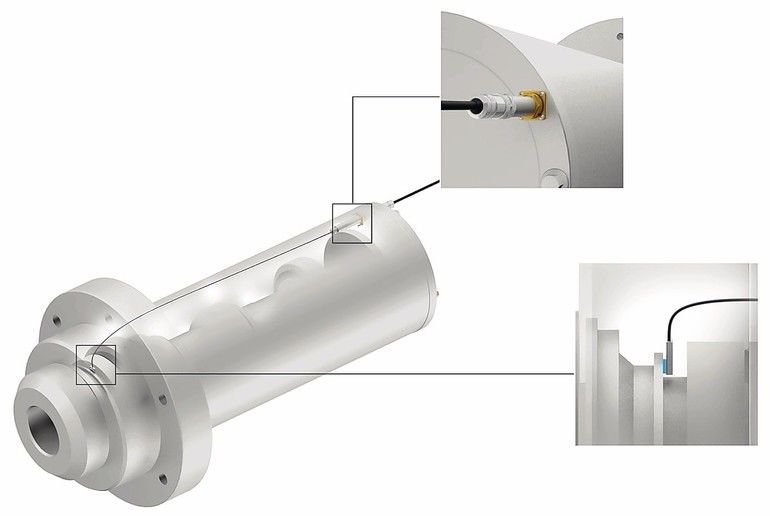
Um sehr hohe Genauigkeiten bei der Werkstückbearbeitung zu erreichen, muss die Längenänderung der Spindel durch einen Sensor erfasst werden. Die CNC-Steuerung kann dann aufgrund des Messwerts die Position des Werkzeugs nachregeln. Micro-Epsilon (Halle 4, Stand 4311) bietet für diese Anwendung das Messsystem SGS 4701 (Spindle Growth System) an, das speziell für den Einsatz in Hochfrequenz-Spindeln entwickelt wurde. Das System basiert auf induktiven Sensoren auf Wirbelstrombasis der Reihe Eddy NCDT, die berührungslos und damit verschleißfrei messen. Das Messverfahren, das auf ferromagnetische und nichtferromagnetische Materialien abgestimmt werden kann, ist unempfindlich gegenüber Hitze, Staub oder Öl.
Die Bauform des Systems, das aus dem miniaturisierten Sensor, dem Sensorkabel und einem kompakten Controller besteht, ermöglicht es dem Konstrukteur, sämtliche Komponenten in die Spindel zu integrieren. Der Sensor wird in den meisten Anwendungen so in die Spindel eingebaut, dass er die Längenänderung auf dem Labyrinth-Ring der Spindel misst. Der Controller kann entweder über einen Flansch am Spindelgehäuse montiert oder ebenfalls direkt in die Spindel integriert werden. Das Sensorsystem misst zusammen mit der Längenausdehnung auch die Temperatur und gibt diese ebenfalls an die Steuerung aus. Die Auflösung der Längenmessung beträgt 0,5 µm, womit eine hochpräzise Fertigung ermöglicht wird.
Eine ebenfalls kritische Komponente einer Werkzeugmaschine ist das Werkzeugspannsystem. Moderne Bearbeitungszentren können in der Regel die Werkzeuge vollautomatisch wechseln und sorgen so für eine hohe Produktivität, die in vielen Fertigungsbetrieben benötigt wird. In einem Magazin sind die verschiedenen Werkzeuge jeweils in einem Werkzeughalter montiert. Beim Werkzeugwechsel entnimmt die Maschine automatisch den passenden Werkzeughalter und setzt ihn auf die Spindel, deren Spannsystem den Werkzeughalter verriegelt. Die einwandfreie Funktion des Spannsystems an der Spindel ist dabei extrem wichtig. Eine falsche Position des Werkzeugs kann zu einer fehlerhaften Bearbeitung mit entsprechend hohen Kosten führen. Ist das Werkzeug verkantet, kann es sich durch die hohen Drehzahlen und die damit verbundenen Kräfte im schlimmsten Fall lösen und durch die Kollision mit Maschinenteilen hohen Schaden verursachen.
Zur Überwachung der Spannposition werden häufig Initiatoren oder Schaltringe verwendet, die allerdings aufwendig justiert werden müssen. Eine konstruktiv deutlich einfachere Lösung bieten die analogen Sensoren der Serie Indusensor LVP von Micro-Epsilon. Der zylindrische Sensor kann einfach in die Löseeinheit des Spannsystems integriert werden. Ein Ring, der als Messobjekt für den Sensor dient, wird einfach auf die Zugstange aufgeklebt. Das Messprinzip des Sensors ist berührungslos und unterliegt daher keinem Verschleiß. Da der Sensor ein Analogsignal liefert, das zur Hubbewegung der Zugstange proportional ist, ist mit dieser Lösung eine kontinuierliche Überwachung möglich. Das mühsame Einstellen des Schaltpunkts, das bei anderen Lösungen notwendig wird, kann hierbei komplett entfallen. Auch bei diesem Sensor ist die Sensorelektronik sehr klein und kann daher direkt vor Ort mit integriert werden.
Kostengünstig und einfach zu integrieren
Ein weitere Messaufgabe in Werkzeugmaschinen ist die Positionsbestimmung des Reitstocks. Auch wenn diese Messung weder auf die Präzision noch auf die Sicherheit der Maschine einen direkten Einfluss hat, stellt sie viele Konstrukteure vor eine Herausforderung. So muss die Position der Zentrierspitze des Reitstocks oft über einen sehr großen Bereich bis zu einigen Metern bestimmt werden. Erschwerend kommt häufig hinzu, dass der Platz für das entsprechenden Messsystems beschränkt ist. Eine ideale und zudem kostengünstige Lösung bietet Micro-Epsilon mit den Seilzugsensoren vom Typ Wiresensor an.
Durch die kompakte Bauform lassen sich die Sensoren auch bei beengten Platzverhältnissen einfach unterbringen. Der Sensor muss dabei nicht direkt in der Nähe des Reitstocks montiert werden, da das Mess-Seil über Umlenkrollen sehr flexibel in verschiedene Bereiche geführt werden kann. Die Sensoren haben in den typischen Ausführungen für Werkzeugmaschinen Messbereiche von 300 mm bis 2.100 mm. Größere Messbereiche sind ebenfalls erhältlich. Die Sensoren sind sehr robust und auch unter schwierigen Umgebungsbedingungen, wie sie in einer Werkzeugmaschine herrschen, sehr langlebig.
Mit den Sensoren erhält der Maschinenbauer die Möglichkeit, alle Messaufgaben mit Lösungen aus einer Hand zu realisieren. Neben den beschriebenen Aufgaben lassen sich auch andere Messaufgaben mit Produkten von Micro-Epsilon lösen. So kann beispielsweise der Lasersensor Opto NCDT die Position der Werkzeugaufnahmen im Magazin exakt überprüfen. Die schnelle und präzise Positionsbestimmung wird häufig während des Einrichtens der Werkzeugmaschine benötigt.
Alle Sensoren verfügen über gängige Schnittstellen, mit denen sie sich einfach an die CNC-Steuerung anbinden lassen. Durch die miniaturisierte Bauform der meisten Sensoren lassen sich diese optimal in die Maschine integrieren, ohne dass aufwändige konstruktive Änderungen notwendig wären. ■

Mehr zum Thema Messe Control

Hier finden Sie mehr über:







{kind=link}