

Als Maßstäbe für die Eignung eines 3-D-Koordinatenmessgeräts für die Inline-Messung werden in der Regel zwei Eigenschaften herangezogen: Verfahrgeschwindigkeit und Beschleunigung. Doch sie sind keineswegs die alleinigen Garanten dafür, dass das ausgewählte Messsystem tatsächlich für einen reibungslosen Prüfablauf in der Fertigung sorgt. Denn es gibt weitere entscheidende Kriterien.
Im Fokus steht für den Anwender bei der Wahl eines Koordinatenmessgeräte-Systems für die Inline-Messung meist vorrangig dessen Fähigkeit, eine lückenlose Prüfung im Takt der Fertigung vornehmen zu können. Also mindestens so schnell zu messen, dass der Produktionsfluss nicht verzögert wird. Als ausschlaggebende Faktoren für diese Fähigkeit werden dann in der Regel die Verfahrgeschwindigkeit und die Beschleunigung des Messgeräts herangezogen. Im Prinzip eine richtige Überlegung. Allerdings noch keineswegs die Gewähr dafür, dass das ausgewählte Messsystem die Inline-Prüfung tatsächlich reibungslos abwickelt.
Unbedingte Voraussetzung für eine dauerhaft effektive, fertigungsintegrierte Qualitätsprüfung ist die Flexibilität eines 3-D-Koordinatenmesssystems. Es muss in der Lage sein, sich sowohl wechselnden Bedingungen im Produktionsablauf als auch anlagebaulichen Veränderungen anzupassen. Entscheidend für die Flexibilität des Systems sind
- die Bauform des Geräts sowie
- der Austausch von Korrekturdaten zwischen Messgerät und Bearbeitungsmaschine.
Diese beiden Punkte sind wesentliche Gradmesser für die tatsächliche Anpassungsfähigkeit des Messsystems an eine Fertigungsanlage. Und zwar an eine neu projektierte ebenso wie an eine vorhandene – und vor allem an eine, die häufigen produktionsbedingten Veränderungen unterworfen ist.
Hohes C – Vitaminschub für die Inline-Messung
Betriebe müssen zunehmend in der Lage sein, ihre Fertigungstechnik neuen Bedingungen anzugleichen. Das bezieht sich nicht nur auf Änderungen an den herzustellenden Produkten selbst. Auch bauliche Veränderungen durch Werksvergrößerungen, -verkleinerungen und Verlagerungen erfolgen in kürzeren Rhythmen als bislang üblich.
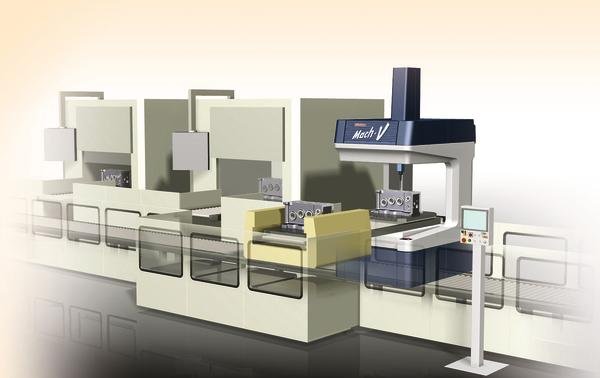
Auf diese Variablen muss letztlich auch die eingesetzte Inline-Messtechnik vorbereitet sein. Dieser Forderung entsprechen 3-D-Koordinatenmessgeräte, die bereits durch ihre Bauform offen für Veränderungen sind. Als Ideallösung gilt dabei die offene C-Bauweise, wie sie beispielsweise das 3-D-Koordinatenmessgerät Mach-V von Mitutoyo aufweist.
Der Vorteil der offenen C-Bauweise: Sie erlaubt die Werkstückzuführung beziehungsweise den Durchlauf eines Fließbands sowohl von beiden Seiten des Messgeräts als auch von hinten nach vorn und umgekehrt.
Dadurch lässt sich ein solches Gerät einfach und variabel in bestehende und wechselnde Arbeitsumgebungen einpassen. Außerdem zeigen sich Koordinatenmessgeräte in C-Bauform vielseitig und offen im Zusammenspiel mit Zuführ-, Belade- und Markierungssystemen.
Bei der Kaufentscheidung für ein 3-D-Koordinatenmessgerät in C-Bauweise sollte der Anwender darauf achten, dass keine bewegten Geräteteile in den Arbeitsradius des Werkstücktisches reichen. Sie sollten – wie bei der Mach-V von Mitutoyo – möglichst temperatur- und schmutzgeschützt im oberen Gerätebereich untergebracht sein. So können Belade- und Zuführsysteme optimal agieren und die Vorteile der offenen C-Bauweise in der Inline-Messung voll ausschöpfen.
Geschlossene Leistungsgesellschaft
Unter extrem rauen Bedingungen muss fertigungsnahe Messung sich allerdings auch „verschlossen“ zeigen können. Vor allem dann, wenn trotz aller Unwirtlichkeit des Messstandorts höchste Präzision gefordert ist. Hier empfehlen sich vollständig gekapselte Konstruktionen wie das High-Speed-KMG Mach-3A 653 von Mitutoyo. Seine Leistungsdaten eignen sich als Referenzwerte für eine Geräteauswahl.
Das Gerät mit optional integriertem Indextisch agiert innerhalb eines sehr breit gespannten Temperaturbereichs von 5 bis 40 °C. Eine maximale Verfahrgeschwindigkeit von 1212 mm/s und eine Beschleunigung von knapp 12 000 mm/s² stehen für ausgesprochen schnelle Ergebnisse. Die Längenmessabweichung des Hochgeschwindigkeits-KMG liegt bei Werten ab 2,5 µm.
Produktivitätsbremse Datenaustausch
Das 3-D-Koordinatenmessgerät ist schnell, seine Bauform ideal, der Zuführungsprozess barrierefrei – und trotzdem klemmt es bei der Inline-Messung? Ausgesprochen häufig ist dafür ein Flaschenhals im Gesamtsystem verantwortlich: der Online-Korrekturdatenaustausch zwischen Messgerät und Bearbeitungsmaschinen. Diese zunehmend wichtige Leistung bei der Inline-Messung stellt hohe Anforderungen an die Komplexität und Schnelligkeit der dazu notwendigen Messtechnologie und Datenverarbeitung.
Der Anwender sollte sich dennoch nicht verleiten lassen, zur Bewältigung dieser Aufgabe sofort auf kostspielige, speziell geschriebene Messprogramme zurückzugreifen, die zudem nur von Fachpersonal bedient werden können. Stattdessen sei ein genauer Blick auf eine besondere Fähigkeit des ins Auge gefassten Messgeräts empfohlen: seine Kompatibilität mit fertig programmierten, unkomplizierten und bezahlbaren Softwarelösungen für den Austausch von Korrekturdaten. Sie ermöglichen die sofortige Online-Korrektur von Bearbeitungsprozessen, die kontinuierlich oder stichprobenartig vom Koordinatenmessgerät überprüft werden. Ein Beispiel dafür ist die von Mitutoyo patentierte Korrektursoftware Correct Plus.
Anders als die übliche Korrektur ausschließlich über Maschinen- beziehungsweise Werkstückparameter – die sich dann auf das gesamte Bearbeitungsprogramm bezieht – erlaubt die Online-Korrektur die Berücksichtigung jedes einzelnen Merkmals, zum Beispiel die Position und der Durchmesser von Bohrungen.
Dazu werden am Werkstück sämtliche gewünschten Fertigungsmerkmale geprüft und per Geometrie-Software mit den Nennwerten abgeglichen. Die Ergebnisse dieses Soll-Ist-Vergleichs werden an die Korrektursoftware weitergereicht, die unverzüglich die Korrekturdaten errechnet und über einen DNC Viewer (Direct Numerical Control) in eine Korrekturwertedatei der dem Bearbeitungsprozess zugeordneten Werkzeugmaschine einpflegt. Das unveränderte Arbeitsprogramm wird durch die Maschinensteuerung unter Berücksichtigung der Korrekturwerte ausgeführt, so dass bereits das folgende Werkstück mit den korrigierten Daten produziert wird.
Durch die Online-Verknüpfung des Messsystems mit der Bearbeitungsmaschine ist ein Verwechseln selbst bei alternierend oder parallel laufenden Fertigungsprozessen, die auf demselben Messsystem geprüft werden, zuverlässig ausgeschlossen.
Ein solch schneller Dialog eignet sich auch zur Kosten sparenden Verkürzung von Einfahrzeiten neuer und wiederkehrender Prozessabläufe. Da sie sich dank der intelligenten Technologie äußerst zügig stabilisieren, kann man zudem von der 100-Prozent-Messung alsbald auf eine stichprobenartige Prüfung übergehen. Dadurch werden wiederum Kapazitäten frei, die für die Prüfung von Werkstücken aus anderen Bearbeitungszentren auf demselben Messgerät genutzt werden können.
Die Koordination der Prüfung verschiedener Werkstücke aus unterschiedlichen Prozessen erfolgt über den KMG-Manager, ein Softwaremodul, das direkt mit dem Übertragungsprogramm korrespondiert. Je schneller das eingesetzte Koordinatenmesssystem arbeitet, desto effizienter zeigt sich die Arbeitsweise des Gesamtkonzepts – sowohl in der Massenfertigung als auch in der Serienfertigung mit häufig wiederkehrenden Prozessen in kleinen oder auch mittelgroßen Losgrößen.
Dies wiederum führt unmittelbar zur Reduzierung bislang erforderlicher Manpower, da die Analyse von Messergebnissen, die Berechnung neuer Einstellwerte und die Änderungen von Bearbeitungsprogrammen automatisch auf direktem Weg und ohne Zeitverlust erfolgen. Ein weiterer Aspekt ist die deutliche Verbesserung der Prozesssicherheit durch Fehlerreduzierung, da immer zur Mitte der Toleranz korrigiert wird. Und schließlich: Der Ausschuss wird erheblich reduziert, weil etwaige Fertigungsfehler sich nicht laufend kumulieren, sondern schon beim nächsten zu bearbeitenden Werkstück korrigiert werden können.
Mitutoyo, Neuss www.mitutoyo.de
Messe Control Halle 7 Stand 7401
Mehr zum Thema Messe Control
Teilen:







{kind=link}