
Genau wie bei anderen Messmethoden, taktil oder optisch, ist die Qualifizierung von CT-Systemen eine Grundvoraussetzung für die Vergleichbarkeit zu anderen Systemen. Hier hat sich seit Jahren in der Messtechnik die Angabe von MPE-Werten durchgesetzt, die maximal erlaubte Abweichung von Messergebnissen in vorgegebenen Benchmarks. Dazu werden in der Norm EN/ISO 10360 und in der daraus abgeleiteten Richtlinie VDI/VDE 2630 Verfahren für Vergleichsmessungen eines Computertomographiesystems zu einem taktilen Koordinatenmesssystem (CMM) definiert. Das heißt: Objekte mit bekannten Eigenschaften werden gescannt, und es wird überprüft, ob die Messungen in den erzeugten 3D-Volumen dieselben Werte aufweisen wie die realen Objekte gemessen mit einem CMM.
Eine der dafür gängigen Messgrößen ist der Kugelabstand (SD = Sphere Distance). Er wird unter anderem im Entwurf zum Blatt 11 des Standards EN/ISO 10360 beschrieben, das sich konkret mit CT-Systemen für Metrologie-Anwendungen beschäftigt. Prüfkörper für diese Aufgabe bestehen in der Regel aus kugelförmigen Markern auf einem Substrat, zum Beispiel mehreren Stangen und daran befestigten Rubinkugeln, deren Abstände zueinander kalibriert sind (Kugelwald). Der MPE-SD ist der vom Hersteller garantierte Grenzwert für Abweichungen bei wiederholten Messungen an diesem Prüfkörper. Ist beispielsweise der MPE-SD beschrieben mit „8µm + L/100“ bedeutet das, dass der Abstand zweier Kugeln, die 10 cm weit auseinander liegen (L = 100 mm), nie kleiner als 9,9991 cm und nie größer als 10,0009 cm gemessen wird. Auch für taktile Messsysteme ist ein vergleichbarer Test üblich. Da nach der Richtlinie VDI/VDE 2630 (die im Wesentlichen die Anwendung der EN/ISO 10360 für CT beschreibt) ein CT-System ein Koordinatenmesssystem – mit CT-Sensor – ist und mit taktilen und optischen Messsystemen gleichgesetzt wird, werden die Einflüsse, die die Erzeugung eines Volumens aus Röntgenbildern und Messungen an einem virtuellen Objekt mit sich bringen, jedoch nicht berücksichtigt.
Neben der ISO gibt es aber auch andere nationale und internationale Standardisierungsgremien, die sich mit der CT befassen, wie zum Beispiel die ASTM. Auch hier arbeiten ehrenamtliche Experten wie Entwicklungsingenieure von Yxlon (Halle 3, Stand 3303) in internationalen Gremien zu bestimmten Fragestellungen zusammen, können ihre Erfahrungen und Forschungsergebnisse einbringen und neueste Erkenntnisse aus dem Arbeitskreis direkt in ihren Produkten umsetzen.
Die verabschiedeten ASTM-Normen, die sich mit der CT befassen, konzentrieren sich bisher auf die Sichtbarkeit von Details und Kontrasten. So werden Maße der Bildgüte wie die Modulation Transer Function (MTF) und die Contrast Discrimination Function (CDF) in der ASTM E1441 definiert. Zudem liefert die ASTM E1695 Testmethoden, die schnell und einfach am CT-System durchgeführt werden können. Die MTF misst den Frequenzübergang vom Objekt zur Abbildung. Das heißt, Bilder lassen sich ähnlich wie Musik in Frequenzspektren zerlegen. Bei einer solchen „Übertragung“ gehen jedoch häufig Frequenzen verloren. Dies sind bei Bildern vor allem kleine, feine Details, die hohe Frequenzen zur Darstellung benötigen, aber auch scharfe Kanten. Ist die „Übertragung“ des CT-Systems schlecht, werden Kanten unscharf und kleine Details gehen verloren.
Für ein gutes Tomogramm benötigt man aber nicht nur Details und Kanten, sondern auch Informationen über das Material. Diese Informationen misst die CDF. Dabei werden Grauwertunterschiede zum Rauschen des Bildes ins Verhältnis gesetzt: Geringe Unterschiede gehen oft im Rauschen verloren. Um trotzdem unterscheidbar zu sein, müssen sie sehr große Flächen einnehmen. Die CDF bildet eine Grenze dieser Wahrnehmbarkeit von Kontrastunterschieden. Die Contrast Detail Dose (CDD) setzt zudem MTF und CDF in Relation, sodass Grenzen für Kanten, Details und Kontraste zusammengeführt werden. Mit einem speziellen Tool können Yxlon CT-Systeme diese drei Maße – MTF, CDF und CDD – schnell und einfach aus einem Tomogramm bestimmen, um die Qualität des CT-Systems zu überprüfen.
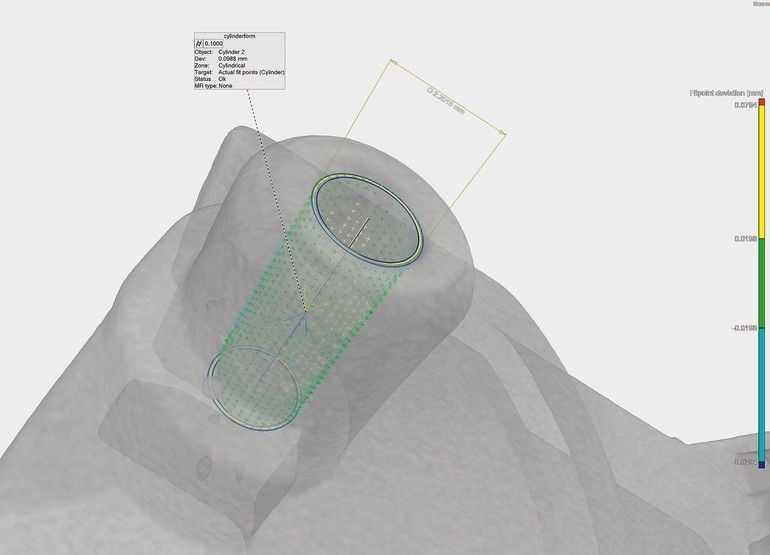
Kegelstrahlartefakte können
zu Messungenauigkeiten führen
Darüber hinaus treten in der CT unterschiedliche Arten von Artefakten auf, die die Bildqualität beeinflussen und zu Messungenauigkeiten führen können. Diese Artefakte haben ihre Ursprünge zum Beispiel im Material des Objekts, der Art der Strahlung, der Manipulation, der Rekonstruktion oder der Visualisierung. Bei der üblichen Kegelstrahlgeometrie zum Beispiel (die Röntgenquelle befindet sich im Lot des Flachdetektors) sind in fast jeder Ebene Verzeichnungen – Kegelstrahlartefakte – festzustellen. Diese werden umso stärker, je weiter man von der durch den Brennfleck bestimmten Zentralebene entfernt ist. Kugeln bilden sehr schwache, flächige Bauteile dagegen entsprechend des Abstands der Fläche zur Zentralebene starke Kegelstrahlartefakte aus.
Für die Reduzierung von Artefakten gibt es entsprechend der Ursachen unterschiedliche Möglichkeiten wie der Einsatz von Filtern, Algorithmen in der Rekonstruktionssoftware oder Anpassungen der jeweiligen CT-Methode. Durch langjährige Erfahrungen und konstante Weiterentwicklungen von Hard- und Software wird heute höchste Bildqualität als Basis für verlässliche Messergebnisse erreicht, die besonders bei der Entstehung und Herstellung komplexer Bauteile im Gussverfahren oder 3D-Druck unverzichtbar sind. ■
Die Autoren
Dierck Matern
Softwareentwickler
Gina Naujokat
Marketing
Communication
Yxlon
Mehr zum Thema Messe Control
Hier finden Sie mehr über:







{kind=link}