

Diese sogenannten falschen Freunde erkennt das Qualitätssicherungssystem Seelector Icam Laser von Hema Electronic in Verbindung mit Intelliweld, der 3D-Scaneinheit für Remote-Laser-Schweiß-Applikationen von Blackbird, durch die Vermessung des Glühens. Letzteres ist bei Stahl nach dem Ende der Energieeinbringung durch den Laser auf die Schweißnaht noch einige Millisekunden lang deutlich sichtbar. Die Intensität und Ausbreitung des Glühens der Naht bilden die Grundlage für die Bewertung der Schweißnaht. Damit besteht ein Zugang zu den primären Merkmalen der Schweißung, die tatsächlich Auskunft über die Festigkeit und Qualität geben.
Umfangreiche Testreihen des von Hema Electronic und Daimler in Kooperation realisierten Prüfverfahrens ergaben, dass neben der Entdeckung der „Falschen Freunde“ auch oberflächliche Nahtfehler weitaus zuverlässiger beurteilt werden können als bei anderen auf dem Markt erhältlichen Systemen. Andere Prüfverfahren arbeiten indirekt, indem sie die Prozessemissionen beobachten. Aus deren Verhalten sollen später Schlüsse auf später auftretende Merkmale der Schweißnaht gezogen werden. Der Nachteil: Die späteren Effekte werden nur prognostiziert, nicht verifiziert – mit entsprechender Unsicherheit.
Der Grund dafür liegt an thermomechanischen Einflüssen, der örtlich begrenzten und temperaturabhängigen Ausdehnung und Schrumpfung im Bauteil und lokalen Abkühlbedingungen, die das Verhalten des Materials in der Schweißzone bestimmen. Diese Einflüsse sorgen für unvorhersehbare Effekte unabhängig von der Prozessemission. Als Folge davon erzielen diejenigen Prüfverfahren die besten Ergebnisse, die stattfinden, wenn das aufgeschmolzene Material wieder zur Ruhe gekommen ist.
Die Vermessung der Oberfläche einer Schweißraupe und die Beurteilung ihrer Gleichmäßigkeit sagen jedoch nichts über die Einschweißtiefe oder innenliegende Poren aus. Eine Aussage über die Festigkeit der Schweißnaht ist damit nicht möglich.
Verfahren mit Hilfe von Ultraschall oder Röntgenstrahlen, die die Schweißstelle durchleuchten, könnten diese Frage lösen. Sie sind jedoch nur im Nachgang des Schweißvorgangs bei weitgehend abgekühltem Material möglich. Außerdem erfordern sie eine gesonderte Messstation und dauern lange, was sie lediglich für Stichproben qualifiziert.
So funktioniert das Qualitätssicherungssystem im Detail: Der Laser schweißt seine Naht, um die Bleche zu verbinden. Die Schweißstelle selbst glüht nach dem Schweißen noch etwas nach. Dieses sichtbare Glühen kann noch weiter verbessert werden durch ein kurzes Nachwärmen der Naht. Das geschieht durch eine nochmalige Überfahrt mit defokussiertem Laser und verringerter Leistung in Gegenrichtung. Die dadurch erzielte Gleichmäßigkeit des Nachglühens erhöht die Auswertungssicherheit.
Danach wird die Laserleistung abgesenkt und der Ablenkspiegel auf die Naht gerichtet. Nach einer kurzen Wartezeit von ca. 10 ms, in der der Erstarrungsprozess der Schmelze genügend weit fortgeschritten ist, erfolgt die Bildaufnahme. Die Kamera des Seelector Icam Laser Systems richtet sich durch die Laseroptik zentral auf die geschweißte Naht und nimmt ein Bild auf (10 ms). Der Laser fährt danach sofort zur nächsten Schweißstelle.
Die Auswertung der gewonnenen Bilder beginnt sofort und erfolgt parallel zu den folgenden Schweißungen und Bildaufnahmen. Sobald die letzte Naht geschweißt ist, liegt die gesamte Auswertung vor. Mit dem Ergebnis der Auswertung erfolgt die Ausschleusung des Bauteils als IO oder NIO. Die Daten der Auswertung stehen für weitere Verwendung in der Produktionsanlage und für die Nacharbeit zur Verfügung. Das System übergibt die Daten an den Prozessrechner und gibt die Anlage für das nächste Bauteil frei.
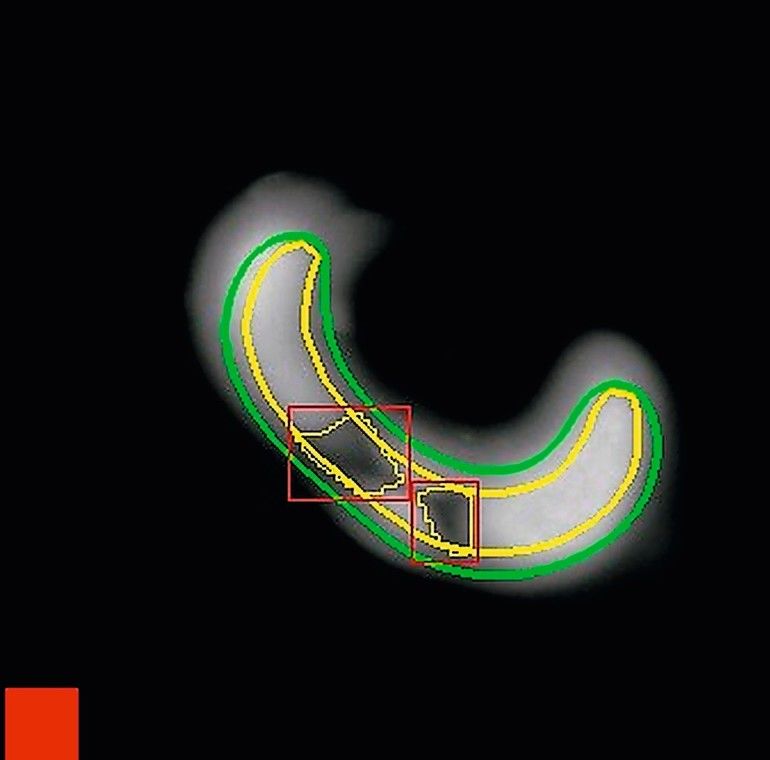
Helligkeitswerte und geometrische Daten werden durch die Bildauswertung ermittelt
Seelector Icam Laser errechnet bei der Bildauswertung Messwerte wie Helligkeitswerte, geometrische Daten der Bildmerkmale und Auswertungsergebnisse zur Beurteilung der Schweißung und legt diese in Excel-Tabellen ab, wo sie für die Prozessüberwachung zur Verfügung stehen. Die Nacharbeitsstation zeigt die beanstandeten Schweißungen an – sowohl ihre Position auf dem Bauteil als auch die gefundenen Fehler. Damit ist eine rasche und gezielte Nacharbeit möglich. Das System erkennt darüber hinaus eventuelle Fehlfunktionen der Schweißanlage oder ungeeignete Einstellungen aus den Bildern.
Während des Einrichtbetriebs arbeitet der Anwender interaktiv mit den Bildern und Messergebnissen. Er kann sinnvoll parametrieren und hat zu jeder Zeit die Kontrolle über den Auswertevorgang. Mit der komfortablen Bedieneroberfläche ist die Einrichtung des Systems sehr schnell und präzise möglich, ebenso spätere Änderungen und Anpassungen. Die Daten und Bilder sind auf dem Anlagen-PC abrufbar. Nach Wahl kann der Anwender sie in Datensätzen speichern, mit Zuordnung zu Seriennummern der gefertigten Bauteile und sonstigen Informationen der Produktion.
Das Qualitätssicherungssystem von Hema Electronic lässt sich leicht in eine bestehende Produktionsanlage integrieren. Voraussetzung ist eine Laserschweißanlage mit Scannerkopf. Es wird üblicherweise on-the-fly gelasert. Es funktioniert mit Scannern wie Blackbird Intelliweld.
Seelector Icam Laser besteht aus:
- einer Kamera mit Software
- einem PC zur Parametrierung, Anzeige und Speicherung von Details
- einer Datenbankschnittstelle für Prüfergebnisse (RDS)
- einem SPS-Anschluss zur Steuerung der Prüfung und des Materialflusses und
- einem Anschluss am Laser zum Auslösen der „Nahtfotos“
Seelector Icam Laser ist eine Intelligente Kamera, ein Embedded-System mit leistungsfähigem Rechner an Bord. Damit ist die Auswertung der Rohdaten in der Kamera in Echtzeit möglich. Die Kamera befindet sich im Strahlengang des Lasers und besitzt eine hohe Helligkeitsdynamik von 170 dB für starke Bildkontraste. Die Software der Kamera besteht aus der Bildaufnahme- und Auswertungssoftware an Bord der Kamera und der Bedienersoftware auf dem PC. Die Bedienung erfolgt über ein komfortables Benutzerinterface auf dem Anlagen-PC. Die Kamera kann mit wenigen Handgriffen ausgewechselt werden – ein wichtiger Punkt bei Arbeiten am Laserscanner und bei Störungen. Beim Wechsel der Bauteile wählt der Bediener einfach das neue, zugehörige Programm. Ein Einlernen oder eine Anpassung an ein Bauteil, für das bereits ein Programm existiert, ist grundsätzlich nicht notwendig.
Das Verfahren zeichnet sich im Arbeitsbetrieb durch geringen Serviceaufwand und eine hohe Akzeptanz bei den Anwendern aus. Die Kunden bestätigen eine große Wirtschaftlichkeit und Betriebssicherheit. Sie schätzen die anschauliche und nachvollziehbare Auswertung echter Bilder, den einfachen Kameratausch und die Neujustierung, die Möglichkeit, den Laserprozess weiter optimieren zu können sowie die Ausgabe und Visualisierung klarer Fehlerinformationen. ■


Hier finden Sie mehr über:







{kind=link}