


„Weil die prozess- und maschinenintegrierte Messtechnik zunimmt und Produktions- und Messetechnik zusammenwachsen, wird die EMO auch für die reinen Messtechniker immer relevanter“, sagt Professorin Gisela Lanza fest, Inhaberin des Lehrstuhls für Produktionssysteme und Qualitätsmanagement am Karlsruher Institut für Technologie (KIT) gegenüber dem Verein Deutscher Werkzeugmaschinenfabriken (VDW), der die EMO in Hannover veranstaltet.
Sie stellt einen Trend „zu mehr Inline-Messtechnik oder sogar zu prozessintegrierter Messtechnik“ fest. „Messungen finden nicht mehr im separaten Messraum, sondern direkt in der Produktion statt“, so die Professorin. „Es steigt damit der Bedarf an modular angewandter Messtechnik in Anlagen und Produktionslinien. Standardmessgeräte sind weniger gefragt. Die Messtechnik wandelt sich zum Projektgeschäft, in dem die kundenspezifische Anwendung wettbewerbsentscheidend ist.“
„Durch die immer mehr an Bedeutung gewinnende Sensorik werden wir sicherlich sehr viel mehr Messdaten sammeln können und so komplexe Zusammenhänge besser erkennen“, sagt Lanza. „Ich wage sogar die Hypothese, dass wir künftig 100 Prozent aller wichtigen Messwerte aufnehmen.“ Das heiße, dass Qualitätsdaten – also alle kritischen Kennwerte – nicht mehr stichprobenartig, sondern zu 100 % erfasst werden. „Das verändert die Qualitätsregelung radikal, denn wir können nun sehr viel näher an die Toleranzgrenzen herangehen.“
Ein weiterer Vorteil der Inline- und die prozessintegrierten Messtechnik sind nach Lanzas Darstellung kurze Regelkreise – etwa beim Zerspanen. Dies bestätigt auch Professor Frank Barthelmä, Geschäftsführer und Institutsleiter der GFE – Gesellschaft für Fertigungstechnik und Entwicklung Schmalkalden e.V.: Alle relevanten Daten lassen sich nun in Echtzeit aufnehmen, auswerten und damit Regelkreise aufbauen, „um so dank einer transparenten Zerspanung die Effizienz der Prozesse und die Qualität der Produkte zu steigern“.
Die GFE ist Partner im Kompetenzzentrum Mittelstand 4.0 der TU Ilmenau und bearbeitet in einer Modellfabrik Problemstellungen der Datengenerierung und des Datentransfers im Zusammenhang mit der Zerspanung – zum Transfer speziell in kleine und mittlere Unternehmen. Barthelmä: „Es geht dabei um die Frage: Wie kann ich einen Regelkreis in der Maschine so nutzen, dass Qualität, Effizienz und Produktivität als regelnde Zielgrößen dienen können?“
Sensorik in Werkzeugen und Werkzeugaufnahmen ermöglicht Prozess-Regelung nahezu in Echtzeit
In dem vom VDMA Fachverband Präzisionswerkzeuge und dem Forschungskuratorium Maschinenbau e.V. begleiteten EU-Projekt „Dyna-Tool – Effizienzsteigerung in der spanenden Bearbeitung“ ging es darum, wie sich mit Sensorik in Werkzeugen und Werkzeugaufnahmen schwingungsstabile Zerspanungsprozesse gestalten lassen. Die GFE hat dafür im Rahmen des Projekts ein sensorintegriertes Werkzeug für die Hartbearbeitung entwickelt, das durch die direkte Einbindung in die Maschinensteuerung eine Regelung des Prozesses in nahezu Echtzeit ermöglicht.
„Dem Dyna-Tool-Konsortium gelang es, mehr Transparenz in den Zerspanungsprozess zu bringen, sodass sich der Zerspanungsprozess schwingungsarm in vorgegebenen Grenzen halten lässt, gleichzeitig jedoch an die Leistungsgrenze gehen kann“, erklärt der Barthelmä. „Außerdem untersuchen wir aktuell die Integration hochauflösender Messtechnik in das Werkzeug inklusive Anbindung an die Steuerung, um darüber einen Echtzeit-Regelkreis aufzubauen.“
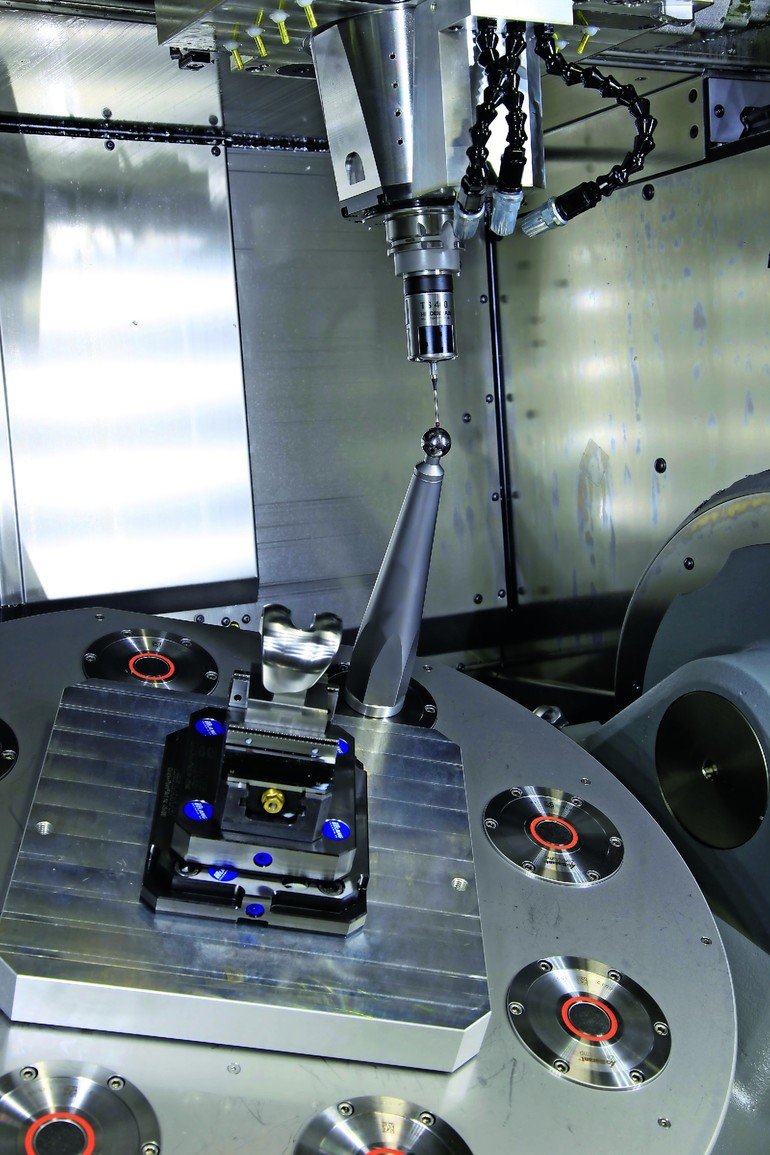
Damit eine Werkzeugmaschine hochgenau messen kann, muss sie verschiedene technische Voraussetzungen erfüllen. Dazu gehört die exakte Positionsmessung ebenso wie ein genaues Tastsystem und eine Steuerung, welche die Daten verarbeiten und auswerten kann. Ein Beispiel dafür sind gekapselte Längenmessgeräte: Sie machen die Positionsmessung in der Werkzeugmaschine unabhängig von thermischen und sonstigen Einflüssen des Kugelgewindetriebes.
„Diese sogenannte Closed Loop-Regelung ermittelt die Position des Maschinentischs immer exakt“, erläutert Helmut Kügel, verantwortlich für das Produktmarketing von Messgeräten bei Heidenhain. Mit der Option 3D-Toolcomp und dem Antastzyklus 444 ermöglicht die Steuerung TNC 640 des Unternehmens mit Sitz in Traunreut eine Kalibrierung des Werkstück-Tastsystems. Der Maschinenbediener kann dann mit seinem Tastsystem die Oberfläche seines Werkstücks hochgenau vermessen, und die Steuerung kann mit dem Zyklus 444 anhand definierter Toleranzwerte die gefertigte Qualität bewerten.
Ein weiteres Beispiel für einen geschlossenen Regelkreis im Sinne von Industrie 4.0, der sich nur mit prozessintegrierter Messtechnik realisieren lässt, nennt Markus Kannwischer, Leiter Technik und Mitglied der Geschäftsleitung bei der Hartmetall-Werkzeugfabrik Paul Horn: Seiner Meinung nach geht der Trend zu Sensorik, die im Werkzeug im Bereich der Schneide Messgrößen erfasst, verarbeitet und sendet. Aus diesen Daten lassen sich mit Hilfe von Algorithmen Rückschlüsse auf Bearbeitungsparameter ziehen und die Steuerungen entsprechend regeln. Kannwischer: „Im Idealfall müssen keine Vorschub- und Zustellwerte mehr in die Steuerung eingegeben werden, sondern das Werkzeug sendet permanent Informationen zum Zustand; die Steuerung regelt entsprechend.“
Wiederbelebung von Pairing-Strategien statt Vermessung von Einzelteilen
IKT-Professorin Lanza sieht aufgrund dieser Entwicklungen „intelligente, adaptive Qualitätsregelstrategien“ am Horizont: Ein Beispiel dafür könne eine Wiederbelebung von Pairing-Strategien sein, „die Produktionsleute aufgrund des komplizierten mathematischen Ansatzes und des logistischen Aufwandes oft hassen.“, so die Professorin. Bei Pairing-Strategien kommen Bauteile mit unterschiedlichen Qualitätsmerkmalen paarweise zum Einsatz, um Funktionen der Baugruppe mit sehr hohen Toleranzanforderungen gemeinsam zu erfüllen. Diese Strategien bieten sich an nach ihrer Darstellung an, „wenn nicht mehr jedes produzierte Bauteil die geforderten Toleranzen erfüllen kann“.
Ein Beispiel dafür seien die Einspritzdüsen von Motoren, die mit einem Betriebsdruck von zukünftig bis zu 3000 bar arbeiten müssen. „Der konsequente Einsatz von Inline-Messtechnik ermöglicht dabei noch intelligentere, bauteilindividuelle Paarungen in Kombination mit der dynamischen Anpassung von Fertigungsparametern, die vielfältige neue Möglichkeiten eröffnen“, ist sich Lanza sicher.
Maschinendaten-Logger liefert Massendaten aus den Industriesteuerungen an das Analysewerkzeug
Doch lassen sich Closed-Loop-Lösungen auch dann verwirklichen, wenn die Sensorik nicht auf dem neuesten Stand der Technik ist? Das Fraunhofer IPA arbeitet an Lösungen, mit denen auch bestehende Werkzeugmaschinen Industrie-4.0-tauglich werden: Ein Maschinendaten-Logger des Instituts ist in der Lage, Massendaten aus den Industriesteuerungen Siemens S7–1500, Beckhoff CX1020 und Mitsubishi Q Series an das Analysewerkzeug zu liefern. Da somit alle relevanten Variablen im Millisekunden-Takt verfügbar sind, kann das Betriebsverhalten erlernt werden.
„Damit machen wir gängige Maschinensteuerungen Big-Data-fähig und können bereits vorhandene Maschinendaten in das Analysemodell integrieren“, sagt Felix Georg Müller, Fachthemenleiter Autonome Fertigungssystemoptimierung am Fraunhofer IPA. Mit dem Tool konnte das Stuttgarter Institut bereits bei hoch standardisierten Maschinen von Automobilzulieferern eine Reduktion der Zykluszeit um 6 bis 10 % erzielen und die dauerhafte Einhaltung des Optimums überwachen.
Eines machen diese Entwicklungen deutlich: Basis dieser datengetriebenen Produktionsoptimierung ist die permanente und extrem detaillierte Analyse des Anlagenverhaltens und aller beteiligten Einzelprozesse einer Produktionslinie. Dies kann nicht manuell, sondern aufgrund des extrem hohen Datenverarbeitungsvolumens nur automatisiert erfolgen. So werden die Fehlerursachen nicht mehr ausschließlich im dynamischen Linienverhalten gesucht, sondern auch etwa per Anomaliendetektion in den Prozessdaten aller Einzelprozesse. Damit können Fehler noch präziser ermittelt und eliminiert werden. Mit konventionellen Ansätzen wäre ein Prozessoptimierer allein mit der Sichtung eines Datensatzes und dessen Analyse stunden- oder sogar tagelang beschäftigt und könnte doch immer nur einen Zeitausschnitt untersuchen – nämlich den, den der Datensatz repräsentiert.
Doch auch wenn die Mitarbeiter in den Fabriken künftig durch die Technik entlastet werden – überflüssig werden sie dadurch nicht: „Was nützt mir die beste Messmaschine, wenn ich das System nicht verstehe?“, fragt IKT-Professorin Lanza. Es brauche schließlich auch in Zukunft ein „Grundverständnis zur Wirkungsweise von Regelkreisen“. ■
Die Autorin
Sabine Koll
Redaktion
Quality Engineering
Messtechnik auf der EMO
Vom 18. bis 23. September 2017 läuft in Hannover wieder die EMO. Die Weltleitmesse der Metallbearbeitung steht in diesem Jahr unter dem Motto. „Connecting systems for intelligent production“. Die Aussteller aus dem Bereich Messtechnik und Qualitätssicherung findet man schwerpunktmäßig in Halle 6. Spannende Vorträge zum Thema fertigungsintegrierte Messtechnik gibt es in zwei Foren:
- VDMA-Forum Innovative Lösungen für Industrie 4.0 (Halle 4, Stand D44)
- Forum im Rahmen der Sonderschau Industrie 4.0 Area (Halle 25, Stand B60), welche die QE-Schwesterzeitschrift mav veranstaltet.
Big Data oder smart Data?
Der Weg zu geschlossenen Regelkreisen in der zerspanenden Industrie führt nach Ansicht von Experten zwangsläufig über Big Data. Für die Extraktion von interessanten Informationen und Kennwerten nutzt zum Beispiel das Werkzeugmaschinenlabor WZL der RWTH Aachen sowohl statistische Methoden (Machine Learning) als auch eigens entwickelte Algorithmen, welche die Integration von Experten- beziehungsweise Domänenwissen ermöglichen. Doch wie lassen sich die riesigen Datenmengen handeln? „Es gibt Ansätze, nicht permanent mit maximaler Abtastrate alle Daten zu erfassen, sondern nur zu bestimmten Zeiten, nach bestimmten Events – zum Beispiel nach Übertreten eines Schwellenwerts – oder für bestimmte Prozesse“, sagte Michael Königs, Informatiker am WZL, gegenüber dem VWD. „Andere Ansätze komprimieren die Datenmenge durch Kennwertbildung. Wieder andere Ansätze nutzen bewusst die hohe Datenmenge, um mit entsprechenden mathematischen Algorithmen Muster zu erkennen. Es ist stark anwendungsabhängig, welcher Ansatz der erfolgversprechendste ist.“
Zudem befasst sich das WZL mit der lokalen Datenvorverarbeitung und -interpretation und somit der Veredlung der Daten zu smarten Daten in unmittelbarer Nähe des Maschinensystems. „Die Vorteile dieser lokalen Datenvorverarbeitung liegen auf der Hand“, so Oberingenieur Alexander Epple. „Allerdings gibt es auch Firmen, die alle Rohdaten ungefiltert in einem zentralen System – etwa einer Cloud – speichern und verarbeiten.“ Im Kontext von Big Data bieten Cloud-Plattformen laut Epple „aufgrund ihrer Skalierbarkeit und der breiten Verfügbarkeit von Analysealgorithmen gute Voraussetzungen für die nachgelagerte Auswertung von Datenmengen, die zu groß, zu komplex, zu schwach strukturiert oder heterogen sind, um diese manuell oder mit klassischen Methoden der Datenverarbeitung auszuwerten“. ■
 „Learning by analyzing“: In der praktischen Big-Data-Anwendung lernen nicht nur Wissenschaftler sehr schnell, dass die Datenqualität aufgezeichneter Signale ausschlaggebend für den Erfolg einer Analyse ist Bild: WZL, RWTH Aachen
„Learning by analyzing“: In der praktischen Big-Data-Anwendung lernen nicht nur Wissenschaftler sehr schnell, dass die Datenqualität aufgezeichneter Signale ausschlaggebend für den Erfolg einer Analyse ist Bild: WZL, RWTH Aachen
Hier finden Sie mehr über:







{kind=link}