

Firmen im Artikel
Getriebe in E-Fahrzeugen unterscheiden sich in einigen wesentlichen Details von herkömmlichen PKW-Getrieben. Ihr Aufbau ist grundsätzlich einfacher, die Anforderungen sind jedoch an zwei Stellen höher: Zum einen ist das Drehmoment größer, weshalb die Verzahnungen häufig breiter ausgeführt werden. Zum anderen ist die Drehzahl aufgrund des Elektromotors höher. Als Folge kann es zu mehr Geräuschentwicklung kommen. In einem nahezu geräuschlosen Fahrzeug wird dies oft als störend empfunden.
Als möglicher Lösungsansatz werden die Toleranzen der Zahnräder häufig von Qualität 7 auf Qualität 6 angehoben. Jedoch ist diese Anhebung alleine oft nicht ausreichend, um das Geräuschniveau entscheidend zu senken. Ein weiterer wichtiger Unterschied im Herstellungsprozess von Elektro-Antrieben ist die Integration von Getriebe und E-Motor in einer Baugruppe, die meist noch mit einem Umrichter verbunden wird. Das reine E-Getriebe kann durch diese Fusion nicht als einzelne Baugruppe montiert und getestet werden. Dieser Aspekt erfordert eine erhebliche Veränderung im Qualitätsprozess. Ein End-Of-Line Test am Getriebe ist nun nicht mehr möglich.
Hinzu kommt, dass die einzelnen Bauteile heute in der Regel von weltweiten Zulieferern zugekauft werden. Somit ist ein Funktionstest zusammenwirkender Bauteile ebenfalls nicht mehr möglich und das Attribut „leise“ nur noch schwer definierbar. Das führt dazu, dass sich enge Toleranzen des kompletten Getriebes möglicherweise nicht mehr prozessfähig produzieren lassen. Fazit: die Qualitätsanforderungen an jedes Bauteil haben sich enorm erhöht, da jedes Einzelteil korrekt sein muss. Die Praxislösung ist eine Wälzprüfung mittels Meisterrad. Diese Funktionsprüfung kommt dem bisherigen End-of-Line Test am nächsten.
Zwei verschiedene Arten von
Wälzprüfungen
Bei der Wälzprüfung wird das Bauteil mit einem theoretisch fehlerfreien Lehrzahnrad abgewälzt. Man unterscheidet zwischen der Einflanken- und der Zweiflankenwälzprüfung. In beiden Fällen werden die gefundenen Fehler dem Werkstück zugeordnet.
Bei der Zweiflankenwälzprüfung wird die Änderung des Achsabstandes ermittelt. Die Prüfvorrichtung ist so aufgebaut, dass eine Drehachse fest und die zweite Drehachse federnd gelagert ist (= Messschlitten). Gemessen werden die Bewegungen des Messschlittens beziehungsweise die Änderungen des Achsabstands (Delta a) während einer Umdrehung des zu messenden Zahnrades. Unter dem Einfluss der Messkraft bleiben stets eine rechte und eine linke Flanke im Eingriff: der Zweiflanken-Eingriff. Die beim Wälzvorgang entstehenden Achsabstandsänderungen werden erfasst und bilden die Grundlage für die Beurteilung der Verzahnung.
Bei der Einflankenwälzprüfung wälzen Lehrzahnrad und Bauteil mit einem festen Achsabstand ab. Durch eine gebremste Achse wird erreicht, dass beim Drehen nur eine Flankenseite (Links- oder Rechtsflanke beziehungsweise Zug- oder Schubflanke) im Eingriff ist. Beide Achsen sind mit einem Drehgeber ausgestattet, der einen Soll-Ist-Vergleich der Winkelstellungen erlaubt. Man erhält für beide Flankenseiten eine getrennte Auswertung.
Vorteile ergeben sich an mehreren Stellen. Das Bauteil wird funktional und praxisgerecht getestet. In den meisten Fällen kann auch ein großer Teil der Oberfläche erfasst werden. Die Prüfung ist mit 10 bis 30 s pro Werkstück recht schnell, häufig kompatibel zum Linientakt. Somit kann eine 100-Prozent-Prüfung als Alternative zur Prozessfähigkeit durchgeführt werden. Versteckte Abweichungen, wie beispielsweise kleine Welligkeiten oder das Schreckgespenst „Geräuschanregung“, können durch eine rechnerische Fourier-Analyse der Wälzprüfung aufgespürt werden. Des Weiteren sind die Anlagen robust, benötigen keinen klimatisierten Messraum und keine spezialisierten Bediener. Für die Warenausgangsprüfung eines Zulieferers gibt es keine praktikablere Lösung.
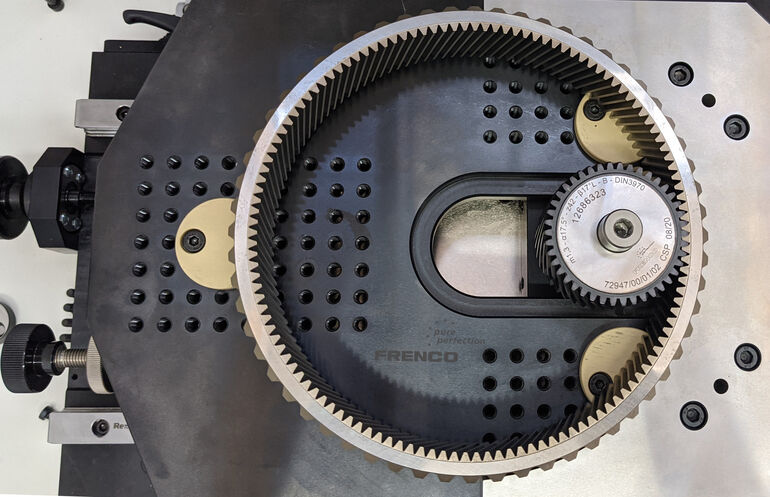
Lagersitze können direkt während der Messung abgescannt werden
Frenco hat seine Messgeräte an die besonderen Anforderungen der Elektro-Mobilität angepasst und notwendige Verbesserungen vorgenommen. Ein wichtiges Kriterium sind die Bezüge der Lagersitze. Die neuen E-Getriebe sind mit verzahnten Wellen ausgestattet, die an beiden Enden Sitze für Kugellager als Bezug aufweisen. Das Zweiflankenwälzprüfgerät ZWP-RM ist darauf ausgelegt die Lagersitze direkt während der Messung abzuscannen und so immer den korrekten Bezug sicherzustellen.
Hohlräder, die in einigen E-Getrieben zur Bildung von Planetengetrieben verbaut werden, sind besonders für hohe Drehmomente geeignet. Mit dem Zweiflankenwälzprüfgerät ZWP-14A können diese Hohlräder als Innenverzahnung geprüft werden. Eine rationelle Werkstück-Aufnahme in modernen Kunststoffgleitlager sichert eine schnelle Beladung und günstige Betriebskosten bei optimal niedriger Reibung im Messvorgang. Dies ist bei nitrierten Oberflächen besonders wichtig.
Alle Geräte verwenden Algorithmen um die Abweichungen der Meisterräder zu kompensieren und die Ergebnisse optimal stabil zu halten. Frenco fertigt alle Geräte und Lehrzahnräder selbst. Auch die Steuerungs- und Auswertesoftware wird im eigenen Haus programmiert. Durch diese großer Fertigungstiefe kann eine Optimierung auf jeden Anwendungsfall erfolgen.
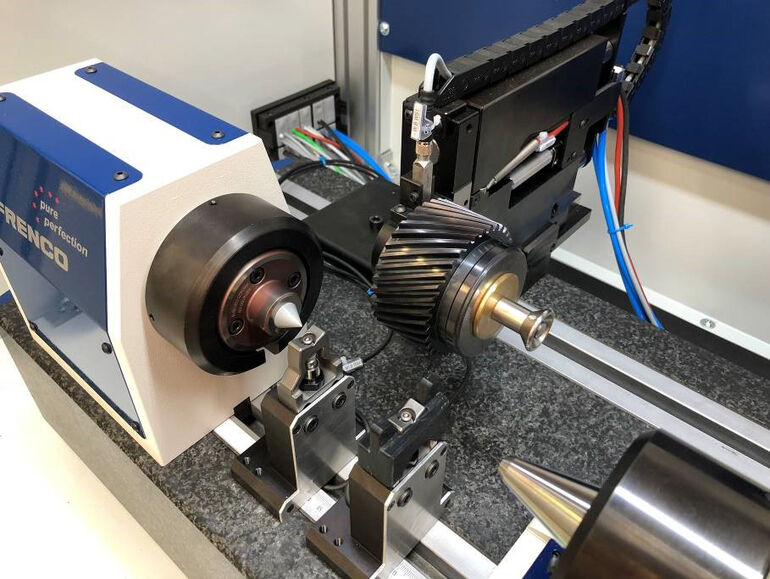
Eine High-End.Geräuschprüfung wird durch eine Einflankenwälzprüfung mit erhöhter Drehzahl und definiertem Drehmoment erreicht. Frenco hat diese Anforderungen in dem Einflankenwälzprüfgerät RW EV realisiert. Die Bauteile werden in diesen Anlagen fest eingespannt und mehrfach abgewälzt. Dieser Prozess ist der tatsächlichen Einbausituation im Getriebe sehr ähnlich. Die Auswertung erfolgt einerseits klassisch als Wälzkurve in Mikrometer. Dies ist sehr wichtig, um greifbare Ergebnisse in gewohnten dimensionalen Größen wie beispielsweise dem Rundlauf zu erhalten. Andererseits erfolgt eine Messung der Beschleunigung mit zusätzlichen Sensoren, um eine direkte Aussage zur Geräuschanregung zu ermöglichen. Diese sehr vielfältig tolerierbaren Ergebnisse können auch kleinste Abweichungen ermitteln. Hier wird mit einem Teaching-Verfahren gearbeitet, da keine genormten Toleranzen vorliegen und die Ergebnisse von den Randbedingungen wie Drehzahl und Moment abhängig sind. Beide Resultate im Kombination erlauben einen Rückschluss auf die Ursachen und die Größe von Abweichungen. Diese können auch nur Bruchteile von Mikrometern betragen und bei rein dimensionaler Messung schnell untergehen. Gleichzeitig sichert die Geräuschanalyse die Konstanz der wichtigen Eigenschaft „leise“ für den Lieferanten ab.

VDI-Fachtagung
Mehr Informationen zum Thema Wälzprüfung verrät Frenco auf der 8. VDI-Fachtagung Verzahnungsmesstechnik am 15. und 16.10.24 in Nürnberg.







{kind=link}