


Sappi Fine Paper beschäftigt weltweit 16.000 Mitarbeiter und ist der führende Hersteller gestrichener Feinpapiere in Europa. Die Produkte finden zahlreiche Einsatzgebiete beispielsweise Wein-Etiketten, Zeitschriften, Broschüren, Kataloge und Kalender. Die Verarbeitung der Druckbögen nach dem Druck ist der letzte Schritt in der langen Produktionskette einer Drucksache.
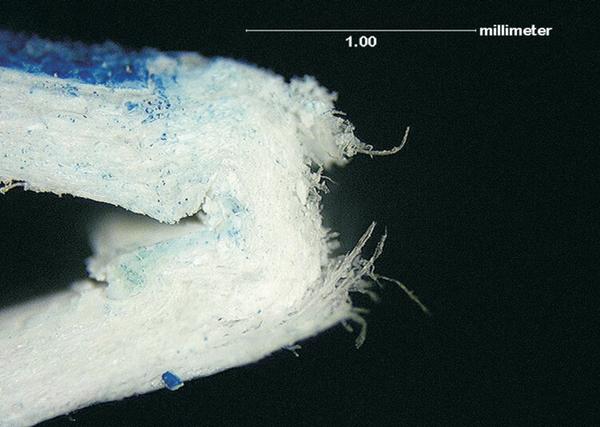
Beim Falzen und Rillen unterliegt das Papier einer starken mechanischen Beanspruchung. Unter ungünstigen Prozessbedingungen kann die Oberfläche des Papiers aufplatzen oder sogar das Fasergefüge brechen (Bild 1).
Dies ist ein Qualitätsmangel, der an bedruckten Stellen besonders gut sichtbar ist und vermieden werden muss. Hochwertige gestrichene Papiere sind gegenüber diesem Brechen im Rillfalz besonders empfindlich.
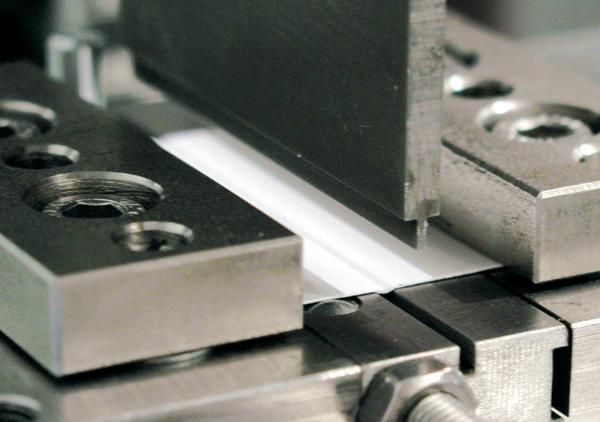
Gute Rillungen (Bild 2) vermeiden Reklamationen bei der Verarbeitung von Papieren in der Druckerei oder Buchbinderei.
Neu entwickeltes Messsystem
Um die Falz- und Rilleigenschaften von Papier zu untersuchen, werden verschiedene Labortests benutzt. Diese Labortests laufen in der Regel mit wesentlich niedrigeren Geschwindigkeiten als das Falzen und Rillen auf modernen Produktionsmaschinen. Durch die niedrige Rillgeschwindigkeit der meisten Laborgeräte wird das Papier intern stärker geschädigt als in der Praxis, was immer eine stärkere Neigung zum Aufplatzen der Oberfläche oder zum Brechen des Fasergefüges vortäuscht. Durch Verwendung dynamischer Stanzen könnten praxisnahe Rillgeschwindigkeiten erreicht und dieser Nachteil behoben werden. Diese Stanzen sind jedoch teuer, groß und laut, und sie stehen in der Regel auch nicht in einem Papierprüflabor zur Verfügung. Daher wurde als Alternative der Einsatz einer Materialprüfmaschine erwogen.
Sappi als führender Hersteller von gestrichenen Papieren, hat in Zusammenarbeit mit Zwick und mit Beratung durch die Papiertechnische Stiftung München (PTS) ein geeignetes Messsystem zur Rillung entwickelt. Dazu gehört ein Rillwerkzeug und eine Rillsoftware, die die Prüfmaschine steuert und mit dem auch auf einer quasistatischen Prüfmaschine (Bild 3) die nötigen Geschwindigkeiten und Beschleunigungen erreicht werden.
Ziel war, die Ergebnisse dieses Messsystems auf die Rillstanzen in der Fertigungslinie zu übertragen und so die Rillung am Endprodukt zu optimieren. Das entstandene Rillwerkzeug (Bild 4) ist modular aufgebaut. Rillkanäle und Rillmesser lassen sich leicht und mit der nötigen Präzision wechseln. So ist es möglich, zu jedem Papier die optimale Kombination von Rillmesser und Rillkanal auszuwählen.
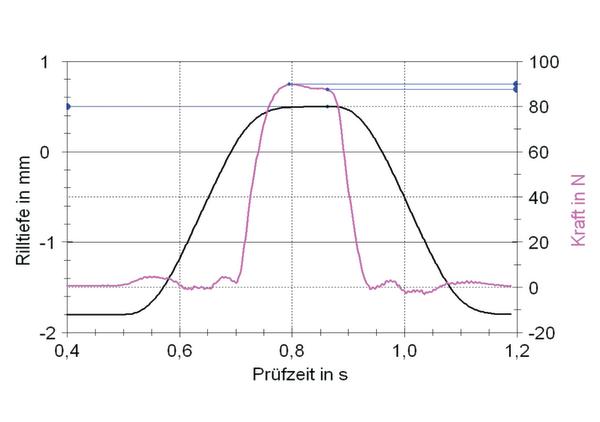
Eine Proberillung geschieht nach folgendem Ablauf (Bild 5):
- 1. Die Rillparameter werden festgelegt (Kanal- und Messerbreite, Rilltiefe, Rillgeschwindigkeit)
- 2. Nach dem Start der Maschine bewegt sich das Rillmesser in den Rillkanal bis zur vorgegebenen Rilltiefe. Die Rillung wird eingebracht. Hierbei werden Kraft und Weg aufgenommen und gespeichert
- 3. Das Rillmesser bewegt sich wieder zurück in Ausgangsposition
Der Vergleich der Ergebnisse des neuen Messsystems gegenüber der Rillstanze geschah mit u.a. folgenden Methoden:
- Visuelle Beurteilung der Rillung (z.B. nach DIN 55 437 Teil 2)
- Biegemoment-Messung und Berechnung des Falzfaktors nach DIN 55437 Teil 3
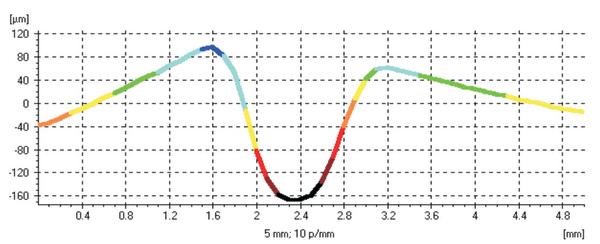
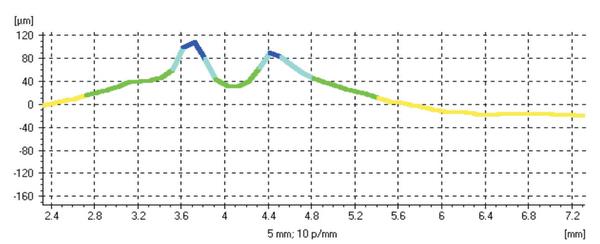
- Oberflächenprofilmessung, bei der gute und schlechte Rillungen deutlich und objektiv unterscheidbar sind (Bild 6)
Der Vorteil dieser Methode gegenüber bisherigen Rillungen ist, dass die Rilltiefe programmgesteuert definiert werden kann und auf 2 bis 5 µm genau eingehalten wird. Darüber hinaus können die Ergebnisse gut auf Rillanlagen in der Produktion übertragen werden. Deshalb ist die Methode sehr gut geeignet sowohl für die Produktionsüberwachung als auch für die Produktentwicklung.
Diese positiven Eigenschaften wurden aufgrund der engen Zusammenarbeit des Zwick Kompetenz-Centers Papier mit der PTS in München erreicht. Bei Sappi wird nun diese Methode als Standard-Testmethode eingeführt.
Die “Sappi Knowledge Bank” www.sappi.com/KnowledgeBank bietet hilfreiche Unterstützung mit zahlreichen technischen Informationen, praktischen Ratschlägen und innovativen Druck- und Papierlösungen einschließlich Falzen und Rillen.
Zwick, Ulm
QE 542
Teilen:







{kind=link}