


Die Schraubenmontage ist ein Fertigungsprozess, der verschiedenen Einflussgrößen ausgesetzt ist. Der vermeintliche simple Prozess, zwei oder mehr Teile mit einer Schraube zu verbinden, stellt sich in der Serienmontage als Herausforderung dar. Denn dort muss in einem Takt über einen Zeitraum eine gleich bleibende Qualität gewährleistet werden.
Selbstverständlich werden bei der Schraubenmontage alle Einflussgrößen wie die Fähigkeit der Montagewerkzeuge und die Qualität der Verbindungselemente regelmäßig überprüft, um die Einflussgrößen in der Montage prozesssicher zu halten. Doch am Schluss ist die Schraube montiert, die Teile sind miteinander verbunden und nun muss der vorangegangene Prozess überprüft und bewertet werden. Jetzt kommt es darauf an, wie alle Einflussgrößen und Toleranzen aufeinander eingewirkt haben und ob die Schraubverbindung zuverlässig hält. Laut einer Studie der Archetype Joint LLC geht die Automobilindustrie davon aus, dass 70 % der Garantiekosten und 20 % aller Rückrufe direkt oder indirekt durch fehlerhafte Schraubverbindungen verursacht sind.
Das meist verwendete Verfahren zur Prozessfähigkeitsuntersuchung (PFU) von korrekten Schraubenmontagen ist das Weiterdrehen der montierten Schraube mit einem Drehmomentschlüssel. Dabei wird die montierte Schraube mit dem Drehmomentschlüssel so belastet, dass sie sich gerade bewegt und das gemessene Drehmoment ermittelt.
Die Beschreibung dieses Prozesses wirft im Vorfeld schon einige Fragen auf. Wann hat sich eine Schraube gerade bewegt? Ist sichergestellt, dass sich die Schraube überhaupt bewegt hat? Und wie wird verhindert, dass die Schraube zu weit gedreht wurde?
Jetzt haben sich erstmals Spezialisten aus der Automobilindustrie und Hersteller von Messeinrichtungen im VDI Arbeitskreis zusammengefunden, um die Verfahren zu beschreiben und die Methoden zu präzisieren, um die richtigen Werte zu ermitteln, die geeignet sind, die Prozessfähigkeit der Montage nachzuweisen. Doch nun besteht die Herausforderung darin, die gewonnenen Erkenntnisse so mit entsprechenden computergestützten Messeinrichtungen umzusetzen, dass der Prüfer vor Ort nach wie vor schnell und unproblematisch die Drehmomente ermitteln, die Prozessfähigkeit der Schraubenmontage nachweisen und dokumentieren kann.
IT-gestütztes Komplettprüfsystem hilft, die VDI-Norm zu erfüllen
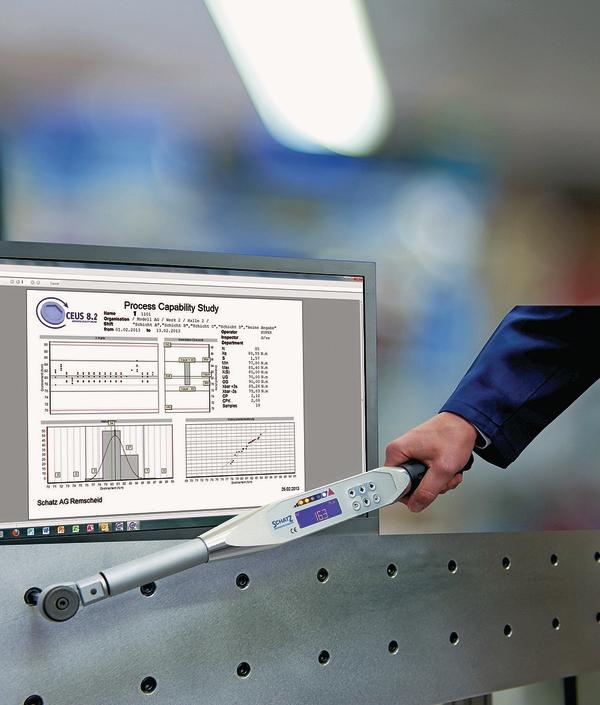
Schatz bietet zur Umsetzung der Anforderungen aus der VDI2645–3 ein komplettes System, bestehend aus der PC Software Ceus 8.2 in Verbindung mit Drehmoment-/Drehwinkel-Handschlüsseln. Dieses computergestützte Prüfsystem vereint die Umsetzung der neuesten Erkenntnisse des Normenausschusses in Verbindung mit der einfachen Handhabung für den Prüfer.
Zunächst unterstützt die Software die Erstellung des Prüfplans. Für jede Schraubstelle wird das Intervall festgelegt, wie häufig sie geprüft werden muss. Dabei stellt sich für manchen Anwender die Frage: Wie oft muss man denn eigentlich Stichprobenprüfungen durchführen? Die Antwort ergibt sich aus dem Prozess und aus der Mathematik.
Grundsätzlich muss eine neue Stichprobe gemessen werden, wenn sich eine Einflussgröße im Prozess ändert. Diese Einflüsse sind die vier M: Mensch, Maschine, Material und Methode. Als weiterer Einfluss wird auch oftmals die Umgebungsbedingung, die Mitwelt aufgeführt.
Wechselt also nach jeder Schicht der Werker, so muss in jeder Schicht eine Stichprobe gemessen werden. Ändert sich innerhalb der Schicht mehrmals die Schraubencharge, so muss innerhalb der Schicht entsprechend oft gemessen werden. Bei jedem Werkzeugwechsel und bei jedem Standortwechsel ist eine Stichprobe erforderlich. Die Informationen aus diesen Erkenntnissen werden in der Software hinterlegt, so dass ein Prüfplan entsteht, der für die gesamte Produktion auf einen Blick angezeigt wird und der an den Drehmoment/Drehwinkel-Handschlüssel überspielt wird.
Der nächste Punkt, der berücksichtigt werden muss, ist das Messverfahren. Im Rahmen der Diskussionen im Fachausschuss für die Norm VDI 2645–3 wurde auch das Verhalten von Schraubverbindungen untersucht, die nach der Montage weitergedreht werden. Zunächst einmal ist es wichtig, dass bei der Messung der Punkt erfasst wird, bei der die Schraube oder Mutter sich gerade beginnt zu drehen. Denn je weiter die Schraube gedreht wird, umso mehr steigt das Drehmoment an und das gemessene Ergebnis hängt dann davon ab, wie weit der Prüfer die Schraube gedreht hat.
Auch das Losbrechmoment kann die Messergebnisse beeinflussen
Ein weiterer großer Einfluss, der das Messergebnis beeinflussen kann, ist das sogenannte Losbrechen, wenn ein großer Unterschied zwischen der Haftreibung der Schraubverbindung und der Gleitreibung besteht. Dieser Fall tritt ein, wenn sich unter der enorm hohen Flächenpressung unter dem Schraubenkopf einige Moleküle von Schraube und Unterlage miteinander verbinden und dieser Verbund erst getrennt werden muss, bevor sich die Schraube dreht. Das Losbrechmoment hängt also einzig und allein von der Haftreibung ab und somit gibt das entstehende Drehmoment keinerlei Aussage über die vorangegangene Montage.
Aus diesem Grund sendet die Software Ceus nicht nur die Prüfliste an den Drehmoment/Drehwinkel-Schlüssel sondern auch das Messverfahren, mit dem die jeweilige Schraube geprüft wird. Der Drehmoment/Drehwinkel-Handschlüssel erkennt über die Drehwinkelmessung, ob die Schraubverbindung sich überhaupt schon dreht. Anschließend analysiert der Handschlüssel während der Messung, ob ein Losbrechen vorliegt und ermittelt während des Weiterdrehens den korrekten Messwert. Während der Messung wird der Prüfer über eine LED-Leiste darüber informiert, ob sich die Schraube dreht und wie weit er noch drehen muss, um die Messung abzuschließen. Die zu prüfende Schraubstelle hat er dazu vorab aus der abgespeicherten Liste im Handschlüssel einfach ausgewählt. Dort hinterliegen alle Technologieparameter und die Toleranzen, die für diese Prüfung notwendig sind.
Auch der Messverlauf kann für spätere Prüfzwecke gespeichert werden
Die gemessenen Werte werden zu den Daten der Schraubstelle mit Datum und Uhrzeit abgespeichert, damit das Prüfergebnis anschließend archiviert und dokumentiert wird. Neben den Prüfwerten kann der Handschlüssel auch noch den Messverlauf abspeichern, damit zu einem späteren Zeitpunkt am PC der Verlauf ausgewertet werden kann und die Plausibilität der gemessenen Werte überprüft und belegt wird.
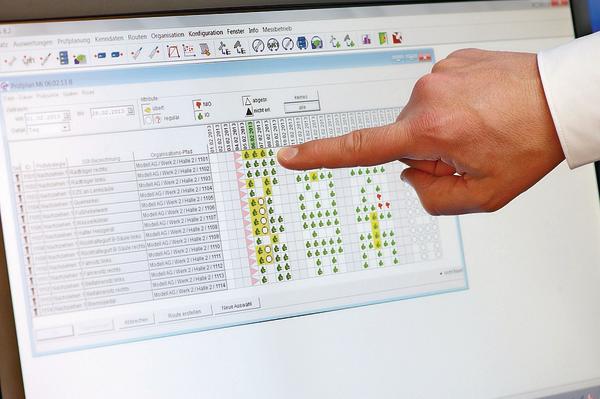
Am Ende des Tages oder der Schicht werden alle ermittelten Ergebnisse zurück an die Prüfsoftware gesendet. In der Prüfplanung kann nun auf einen Blick festgestellt werden, ob alle Prüfungen innerhalb der vorgeschriebenen Toleranzen liegen.
Das kleine Symbol „grüner Daumen hoch“ zeigt, dass alles in Ordnung ist. Erscheint ein „roter Daumen runter“, so gibt es Probleme und ein Messwert oder mehrere Messwerte liegen außerhalb der Toleranz. Durch einen einfachen Doppelklick auf den „roten Daumen runter“ erscheinen die einzelnen Messwerte und die Toleranzgrenzen, so dass sofort erkannt wird, ob es sich um ein einzelnes Problem handelt oder ob der gesamte Prozess außerhalb der Toleranzen liegt. Durch den Doppelklick auf den einzelnen Messwert erscheint nun der grafische Messverlauf, der weitere Informationen gibt, wie das Ergebnis entstanden ist und warum es nicht innerhalb der Toleranzen liegt.
Das gesamte System stellt somit sicher, dass der Prüfplan eingehalten wird, dass Messverfahren nach VDI 2645–3 angewendet, Prozesse dokumentiert und Fehler schnell gefunden und behoben werden. ■
Teilen:







{kind=link}